Learn SLS 3D printing design rules for build size, tolerances, hollow parts, interlocking components, engraving, embossing, warpage and functional nylon parts.
This expanded DEBAOLONG guide follows the source article’s engineering flow while rewriting the material in independent English for manufacturing buyers, designers and engineering teams. It focuses on practical decisions: when the process is useful, where risk appears, what details should be specified, and how to connect prototype evidence with production planning.
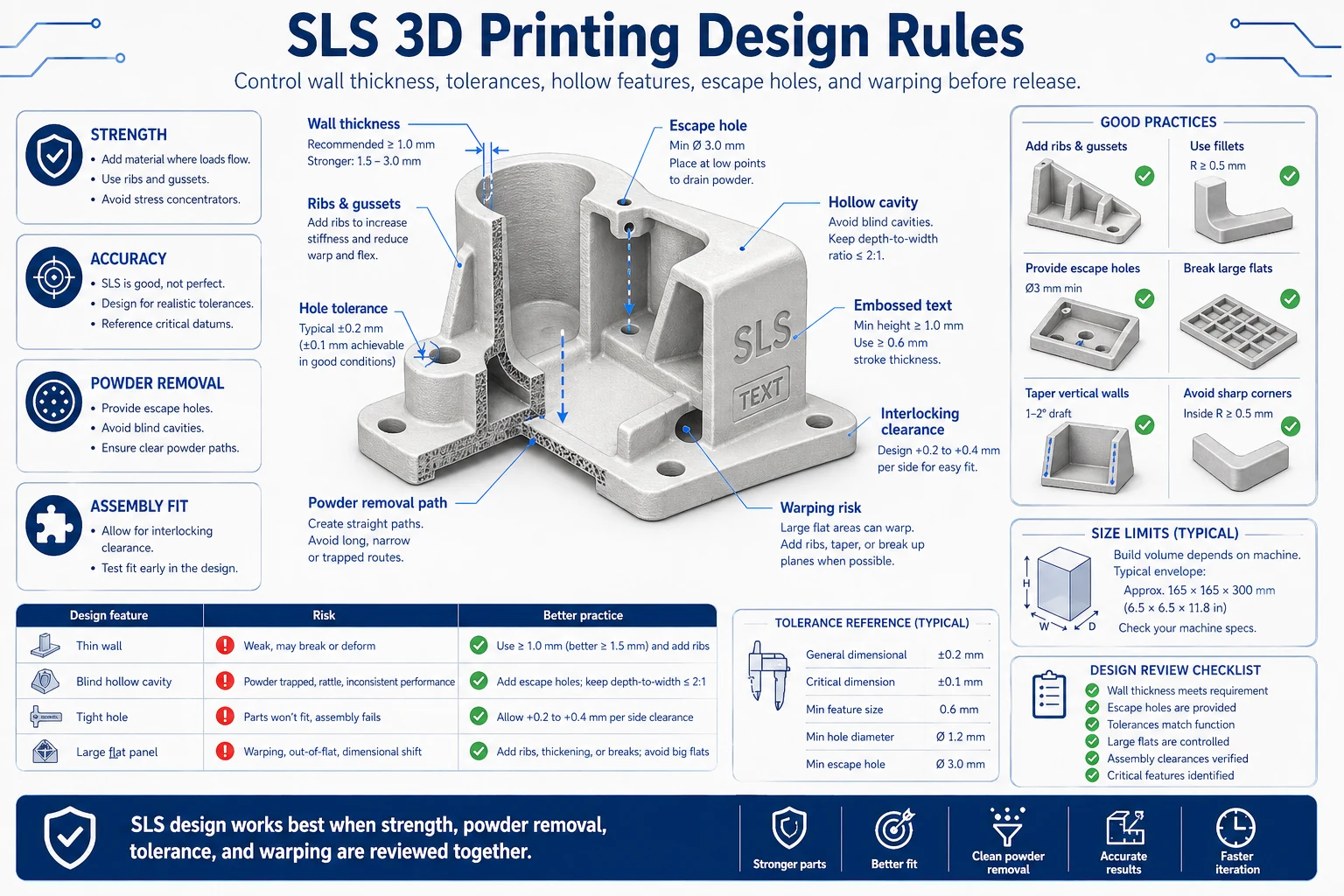
SLS Size Limits and Wall Thickness
SLS is strong for complex nylon parts because it does not need the same support structures as many other 3D printing processes. Even so, wall thickness and overall size limits matter.
Thin walls may become fragile, while oversized flat areas can warp or distort. The design should balance strength, weight and powder removal.
SLS can build complex nylon parts without traditional support structures, but size and wall thickness still control strength, accuracy and powder removal.
Thin walls may become fragile, while large flat areas can warp. Balanced walls, ribs and curved surfaces can improve stability without unnecessary mass.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
Tolerances and Hole Sizes
SLS tolerances depend on geometry, size, material, orientation and post-processing. Designers should avoid excessive precision requirements unless the function truly needs them.
Small holes, pins and thin details should be sized with process capability in mind. Secondary machining may be needed for tight bores or precision interfaces.
SLS tolerances depend on part size, geometry, orientation and post-processing. Tight bores, shafts or sealing faces may need secondary machining.
Small holes and pins should be sized for process capability. Features that look acceptable in CAD may close, fuse or become fragile after printing.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
Hollow Parts and Escape Holes
Hollow SLS parts can reduce weight and material use, but trapped powder must be removed. Escape holes should be added in accessible locations and sized large enough for cleaning.
The hollowing strategy should not weaken load-bearing regions or create internal powder pockets that cannot be inspected.
Hollowing reduces weight and material use, but trapped powder needs a planned escape route. Hole location should allow cleaning and inspection.
Do not hollow load-bearing areas without checking stiffness. Internal cavities can also hide powder, moisture or cleaning residue.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
Interlocking Parts, Engraving and Embossing
SLS can produce interlocking parts and complex assemblies, but clearances must be large enough to prevent fusing. Engraved and embossed details need sufficient depth, height and spacing to remain legible.
Functional clearances should be reviewed with expected post-processing and part size in mind.
SLS can print interlocking assemblies, but clearances must account for powder, heat, surface texture and finishing. Moving parts need more space than perfect CAD contact suggests.
Engraved and embossed text needs enough depth, height and spacing to survive printing and post-processing. Very small text is often better added by labeling or marking later.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
Warping and DEBAOLONG Design Review
Large flat surfaces, uneven wall thickness and unbalanced geometry can increase warpage. Ribs, curvature, orientation and wall balancing can improve stability.
DEBAOLONG reviews SLS parts for wall thickness, clearances, hollowing, detail size, powder removal and post-processing before printing.
Warpage risk rises with large flat surfaces, uneven wall thickness and unbalanced geometry. Orientation, rib placement and wall balancing can reduce distortion.
DEBAOLONG reviews SLS parts for wall thickness, detail size, hollowing, powder removal, clearances, finish and whether nylon printing fits the final use.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
Practical Release Checklist
Before publishing a design for quotation or production, confirm the intended application, annual or batch quantity, material requirement, critical dimensions, cosmetic expectations, operating environment, inspection method and acceptable lead time. These inputs make the manufacturing recommendation more reliable and prevent the article’s guidance from being used as a generic rule without project context.
For related planning, review the DEBAOLONG Manufacturing Engineering Knowledge Center, compare major manufacturing process options, or use DFM for prototyping before production release.
FAQ
How should engineers use this sls 3d printing design tips: wall thickness, tolerances and hollow parts guide?
Use it as a decision checklist before quoting, prototyping or production release. The most useful result is a clearer specification, not just a faster order.
When should the design be reviewed by a manufacturer?
Review should happen before the design is treated as frozen, especially when material, tolerance, surface finish, wall thickness, cleaning, assembly or production quantity affects the result.
Can DEBAOLONG help turn the review into a production-ready plan?
Yes. DEBAOLONG can review geometry, material selection, tolerance, finish, inspection and process choice so the project moves from prototype evidence toward a controlled manufacturing route.
Related Engineering Resources