An engineering overview of plasma cutting, including machine types, compatible materials, benefits, limitations, edge quality and when to compare it with other cutting methods.
This expanded DEBAOLONG guide follows the source article’s engineering flow while rewriting the material in independent English for manufacturing buyers, designers and engineering teams. It focuses on practical decisions: when the process is useful, where risk appears, what details should be specified, and how to connect prototype evidence with production planning.
What Plasma Cutting Is
Plasma cutting uses a high-temperature ionized gas arc to cut electrically conductive materials. It is commonly used for steel, stainless steel, aluminum and other metals where speed and material thickness matter.
It is often compared with laser cutting, waterjet cutting and mechanical cutting. The best choice depends on thickness, edge quality, tolerance, heat-affected zone and cost.
Plasma cutting uses an ionized gas arc to cut conductive metals. It is valued for speed and thickness capability, especially on steel, stainless steel and aluminum.
It should be compared with laser cutting, waterjet, punching and machining by thickness, tolerance, heat input, edge quality and downstream fabrication requirements.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
Types of Plasma Cutting Machines
Plasma cutting systems range from handheld tools to CNC plasma tables. Handheld cutting is flexible for repair or rough fabrication, while CNC plasma supports repeatable profiles, nesting and production cutting.
More advanced systems can improve edge control, piercing quality and cut consistency, but they still have process limits compared with laser or waterjet cutting.
Handheld plasma cutters are flexible for repair, site work and rough fabrication. CNC plasma tables are better for repeatable profiles, nesting and production cutting.
More advanced systems improve cut quality and piercing behavior, but plasma still has limits in kerf width, taper, heat-affected zones and fine detail.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
Materials Suitable for Plasma Cutting
Plasma cutting requires conductive materials. Carbon steel, stainless steel and aluminum are common applications. Thickness range, gas selection and machine power all affect cut quality.
Material condition also matters. Coatings, surface contamination, thickness variation and heat sensitivity can influence the final edge.
The material must be electrically conductive. Carbon steel, stainless steel and aluminum are common, while machine power, gas and thickness decide cut quality.
Surface condition also matters. Coatings, mill scale, contamination and thickness variation can affect edge consistency and post-cut cleanup.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
Benefits and Limitations
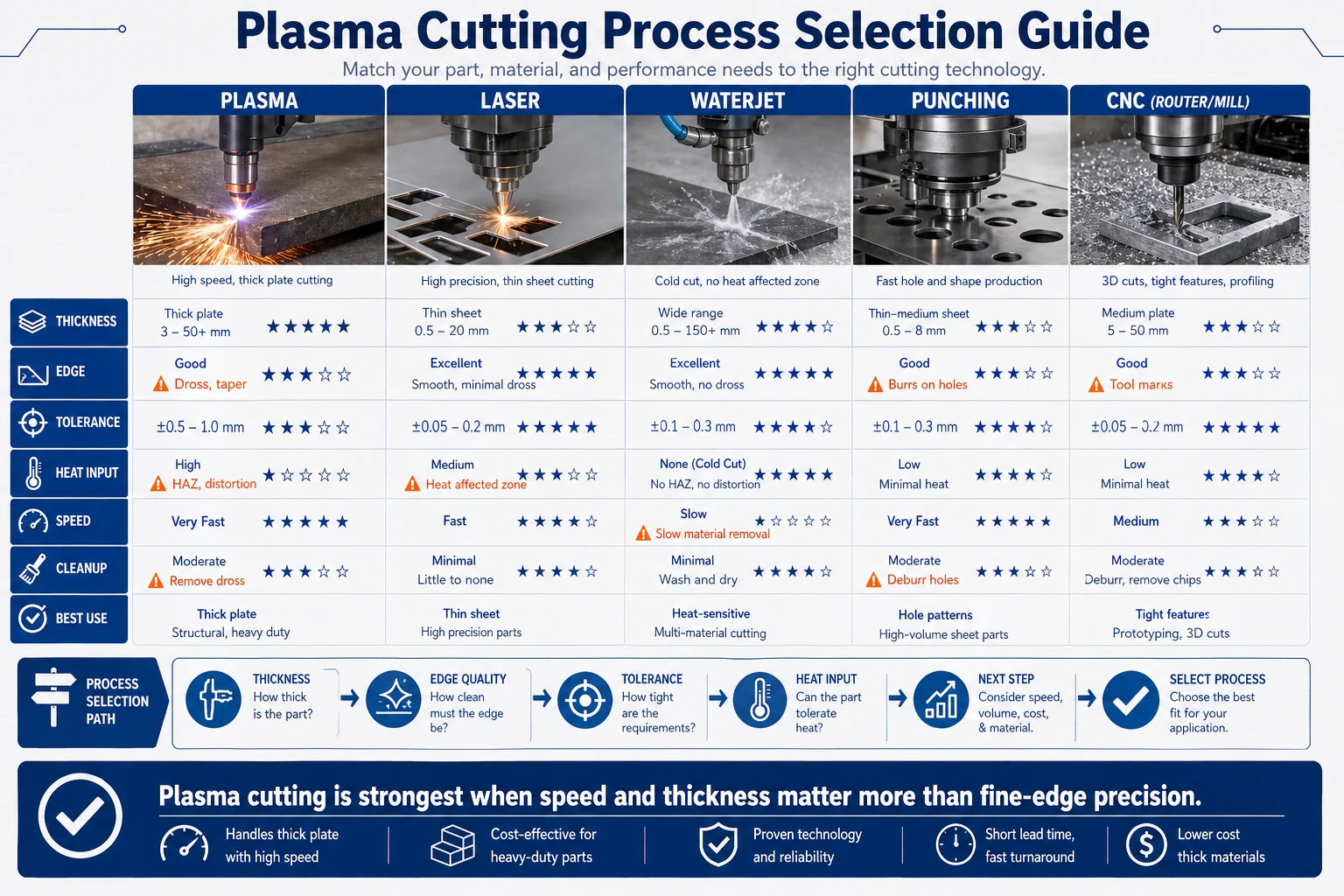
The benefits of plasma cutting include speed, ability to cut thicker metals, broad material compatibility and lower equipment cost compared with some alternatives. The limitations include wider kerf, heat-affected zones, dross, edge taper and lower precision than fine laser cutting in many thin-sheet applications.
For tight-tolerance sheet metal parts, the cutting method should be selected together with bending, welding, finishing and inspection requirements.
The main benefits are speed, lower equipment cost compared with some alternatives and the ability to cut thicker plate efficiently.
Limitations include wider kerf, dross, taper, heat distortion and lower precision than laser cutting on many thin-sheet parts.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
DEBAOLONG Cutting Process Review
DEBAOLONG reviews plasma cutting alongside laser cutting, waterjet cutting, punching and machining so customers can choose a route that fits thickness, tolerance, edge quality, cost and downstream fabrication.
DEBAOLONG reviews plasma cutting together with bending, welding, finishing and inspection. The cutting method should support the whole fabrication route, not just the first profile operation.
For tight-tolerance or cosmetic parts, laser cutting or machining may be more suitable even when plasma can physically cut the material.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
Practical Release Checklist
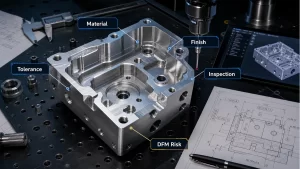
Before publishing a design for quotation or production, confirm the intended application, annual or batch quantity, material requirement, critical dimensions, cosmetic expectations, operating environment, inspection method and acceptable lead time. These inputs make the manufacturing recommendation more reliable and prevent the article’s guidance from being used as a generic rule without project context.
For related planning, review the DEBAOLONG Manufacturing Engineering Knowledge Center, compare major manufacturing process options, or use DFM for prototyping before production release.
FAQ
How should engineers use this plasma cutting overview: machine types, materials, benefits and limits guide?
Use it as a decision checklist before quoting, prototyping or production release. The most useful result is a clearer specification, not just a faster order.
When should the design be reviewed by a manufacturer?
Review should happen before the design is treated as frozen, especially when material, tolerance, surface finish, wall thickness, cleaning, assembly or production quantity affects the result.
Can DEBAOLONG help turn the review into a production-ready plan?
Yes. DEBAOLONG can review geometry, material selection, tolerance, finish, inspection and process choice so the project moves from prototype evidence toward a controlled manufacturing route.
Related Engineering Resources