Compare SLS and MJF 3D printing materials, including PA12, glass-filled nylon, PA11, TPU, color options and surface finishing expectations.
This expanded DEBAOLONG guide follows the source article’s engineering flow while rewriting the material in independent English for manufacturing buyers, designers and engineering teams. It focuses on practical decisions: when the process is useful, where risk appears, what details should be specified, and how to connect prototype evidence with production planning.
SLS vs MJF Material and Finish Overview
SLS and MJF are powder-bed 3D printing processes often used for functional nylon parts. They can produce complex geometry without support structures, making them useful for housings, brackets, ducts, clips and production-like prototypes.
The source article compares materials and surface finishes because material choice and finish expectations are closely connected in powder-bed printing.
SLS and MJF are both powder-bed processes, but material behavior, color options, detail, repeatability and surface expectations should be compared by application.
Both processes can make complex nylon parts without support scars, which is useful for ducts, brackets, clips, housings and production-like prototypes.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
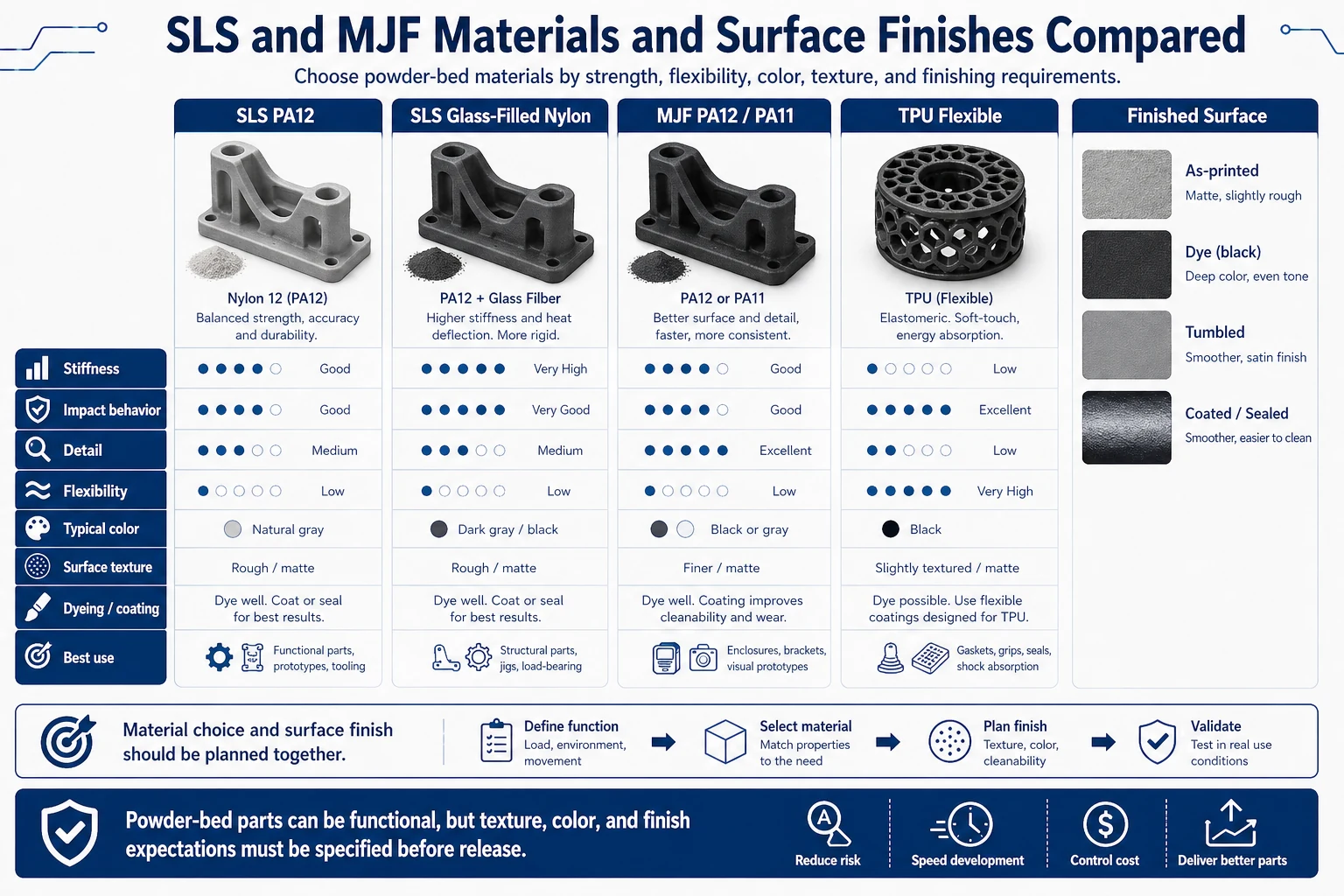
SLS PA12 and Glass-Filled Nylon
SLS PA12 is widely used for durable functional prototypes and low-volume parts. It offers good toughness, dimensional stability and design freedom. Glass-filled SLS nylon adds stiffness but may become more brittle and less suitable for snap-fit features.
Surface finish is typically slightly grainy or matte, and post-processing may be used to improve appearance or handling.
SLS PA12 is a common choice for tough functional parts with balanced strength and dimensional stability. It is often selected when geometry freedom and low-volume nylon parts matter.
Glass-filled nylon increases stiffness but can reduce ductility. It should be reviewed carefully for snap fits, impact loading and thin flexible features.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
MJF PA12, PA11 and Glass-Filled Grades
MJF PA12 is also widely used for functional plastic parts and can offer good detail and repeatability. PA11 may support tougher or more ductile applications, while glass-filled grades improve stiffness for selected designs.
Material choice should consider flexibility, impact, heat exposure, wall thickness and assembly requirements.
MJF PA12 can support repeatable functional parts with fine detail and efficient production nesting. PA11 may be useful where ductility and impact behavior are more important.
Glass-filled MJF grades can improve rigidity, but the design still needs review for wall thickness, edge durability, assembly loads and finishing changes.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
TPU and Surface Finishing Options
Flexible TPU materials can support grips, seals, soft-touch components and energy-absorbing features. They require careful review of wall thickness, lattice design and long-term mechanical behavior.
Finishing options may include media tumbling, dyeing, smoothing or coating. Each finishing step can affect dimensions and surface feel.
TPU is useful for flexible features such as grips, seals, cushions and protective elements. Wall thickness, lattice design and long-term compression behavior should be checked early.
Finishing options such as tumbling, dyeing, smoothing and coating can improve appearance or handling, but they may alter dimensions, edge definition and tactile behavior.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
DEBAOLONG Powder-Bed Printing Review
DEBAOLONG reviews SLS and MJF parts for wall thickness, clearances, material choice, finish, tolerance and production intent. The goal is to select a process and finish that supports the part’s actual function.
DEBAOLONG reviews powder-bed parts for material, wall thickness, clearance, trapped powder, finish, tolerance and whether the design should later move to molding or machining.
The best material is the one that matches the functional test, not simply the one with the most attractive datasheet property.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
Practical Release Checklist
Before publishing a design for quotation or production, confirm the intended application, annual or batch quantity, material requirement, critical dimensions, cosmetic expectations, operating environment, inspection method and acceptable lead time. These inputs make the manufacturing recommendation more reliable and prevent the article’s guidance from being used as a generic rule without project context.
For related planning, review the DEBAOLONG Manufacturing Engineering Knowledge Center, compare major manufacturing process options, or use DFM for prototyping before production release.
FAQ
How should engineers use this sls and mjf 3d printing materials and surface finishes compared guide?
Use it as a decision checklist before quoting, prototyping or production release. The most useful result is a clearer specification, not just a faster order.
When should the design be reviewed by a manufacturer?
Review should happen before the design is treated as frozen, especially when material, tolerance, surface finish, wall thickness, cleaning, assembly or production quantity affects the result.
Can DEBAOLONG help turn the review into a production-ready plan?
Yes. DEBAOLONG can review geometry, material selection, tolerance, finish, inspection and process choice so the project moves from prototype evidence toward a controlled manufacturing route.
Related Engineering Resources