Complex CNC parts are rarely expensive because they contain one difficult feature. They become expensive when several design decisions combine to create tool-access problems, multiple setups, unstable fixturing and inspection difficulty at the same time. That is why the best way to reduce machining risk is to review the whole geometry as a system instead of looking at each feature alone.
A part can be technically machinable and still be commercially inefficient. The engineering goal should be to keep the features that create product value while removing or simplifying the features that only make manufacturing harder.
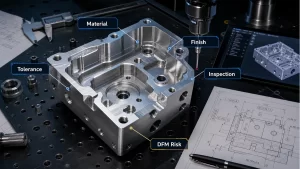
1. Decide what makes the part complex in the first place
Complexity in CNC often comes from deep pockets, hard-to-reach faces, undercut-like conditions, many setups, unusual workholding needs or unnecessarily tight tolerances across too much of the part. Some of that complexity is functional and must stay. Some of it exists only because the CAD model was created without machining logic in mind.
The first review should therefore identify which features drive value and which ones merely drive cost. This is where many savings are found, especially when internal corners, excessive part depth or decorative geometry are creating extra machining effort without improving product function.
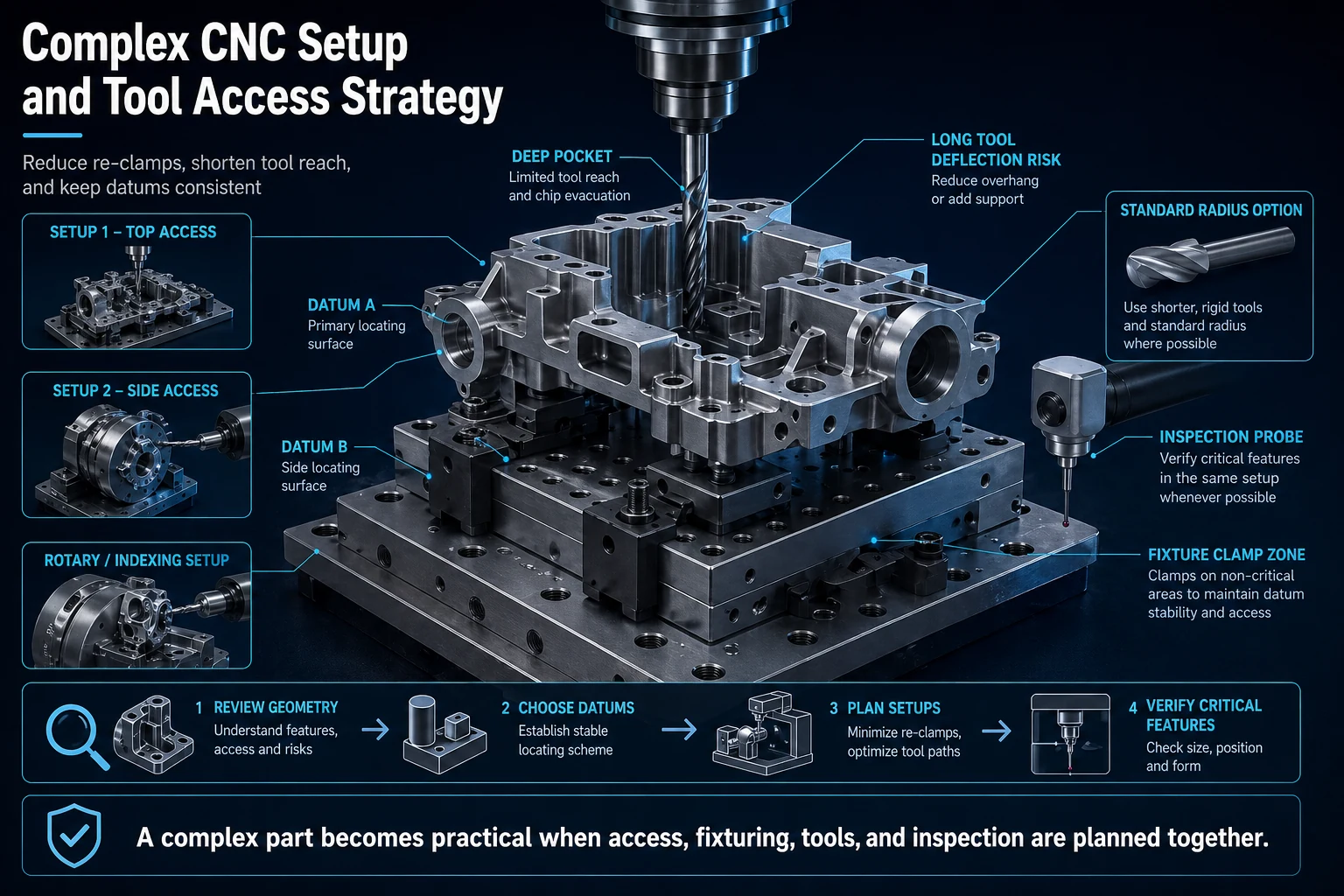
2. Simplify tool access and reduce setup count
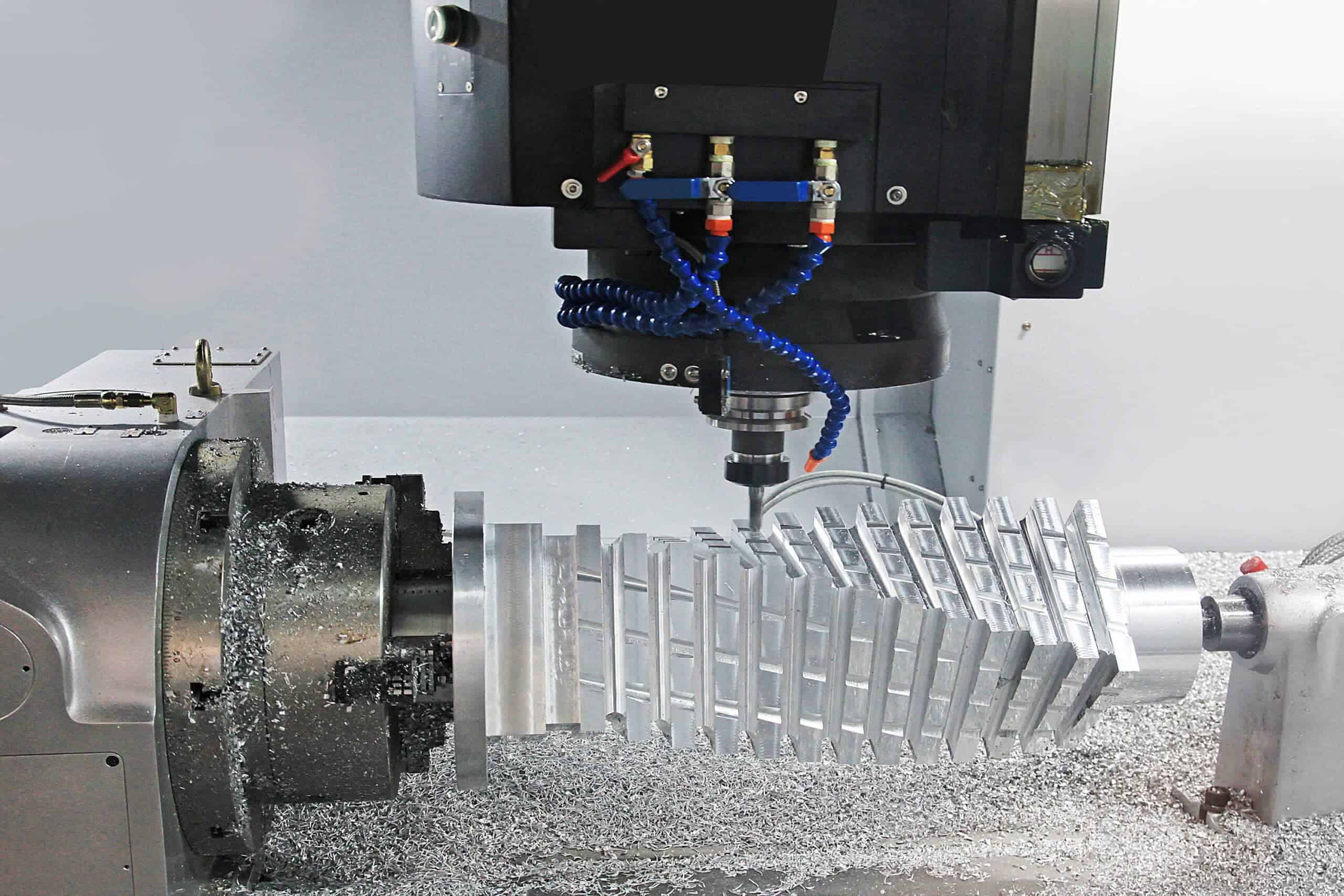
Every additional setup introduces more time, more fixturing, more measurement and more opportunity for variation. Parts that require machining from many faces should be reviewed for opportunities to combine operations, change feature orientation or split the design into more efficient subcomponents. The goal is not to avoid complexity at all costs, but to avoid complexity that does not improve the product.
Tool access deserves the same scrutiny. Deep narrow cavities and sharp internal corners often force long cutters, which reduces stiffness and makes finish and accuracy harder to control. Enlarging radii slightly or opening access for standard tools can have a major effect on quality and cycle time.
3. Apply tight tolerances only where they create functional value
One of the fastest ways to make a complex part unnecessarily expensive is to hold nearly every feature to a tight tolerance. Critical datums, sealing faces, bearing fits and precision interfaces deserve focused control. Secondary cosmetic or non-critical geometry usually does not. When the drawing does not distinguish between these categories clearly, the supplier is forced to assume the entire part is special.
A better strategy is to establish logical datums, define where accuracy matters and let non-critical areas follow a general baseline. That creates a part that is still precise where it needs to be, but far easier to quote and manufacture.
4. Communicate machining intent instead of leaving it to guesswork
Complex parts require better communication, not just better tooling. Drawings and notes should explain what surfaces are functional, which dimensions are inspection-critical and where alternate manufacturing approaches are acceptable. This keeps the machining team from spending time and cost on the wrong surfaces while missing the truly important ones.
It also helps with design feedback. A supplier who understands the part intent can suggest more useful DFM changes than one who only sees the CAD file.
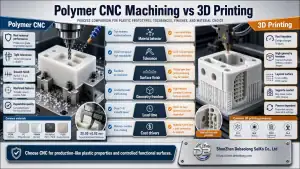
5. Know when another process should support the solution
Some parts should not be forced into a single-process answer. In some cases, a cast or additive near-net shape followed by machining is better. In others, the geometry should be divided into a machined assembly. At DEBAOLONG, we treat complex CNC work as a planning challenge involving geometry, setups, fixturing, inspection and process strategy together. That approach usually delivers better performance at lower total manufacturing risk.
For related CNC planning, review the expert CNC design guide, compare with tolerance planning, and read how DFM reduces prototype risk.
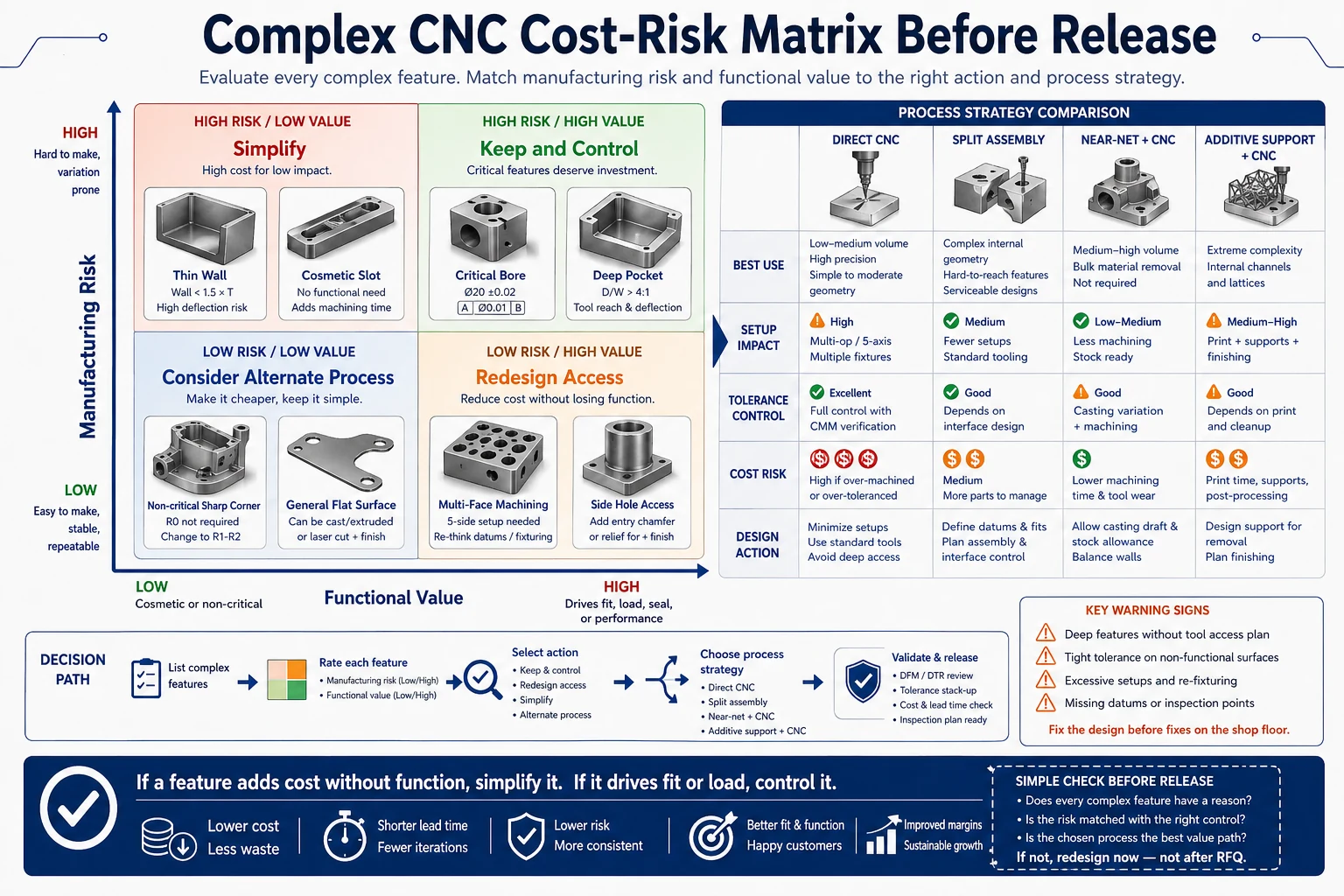
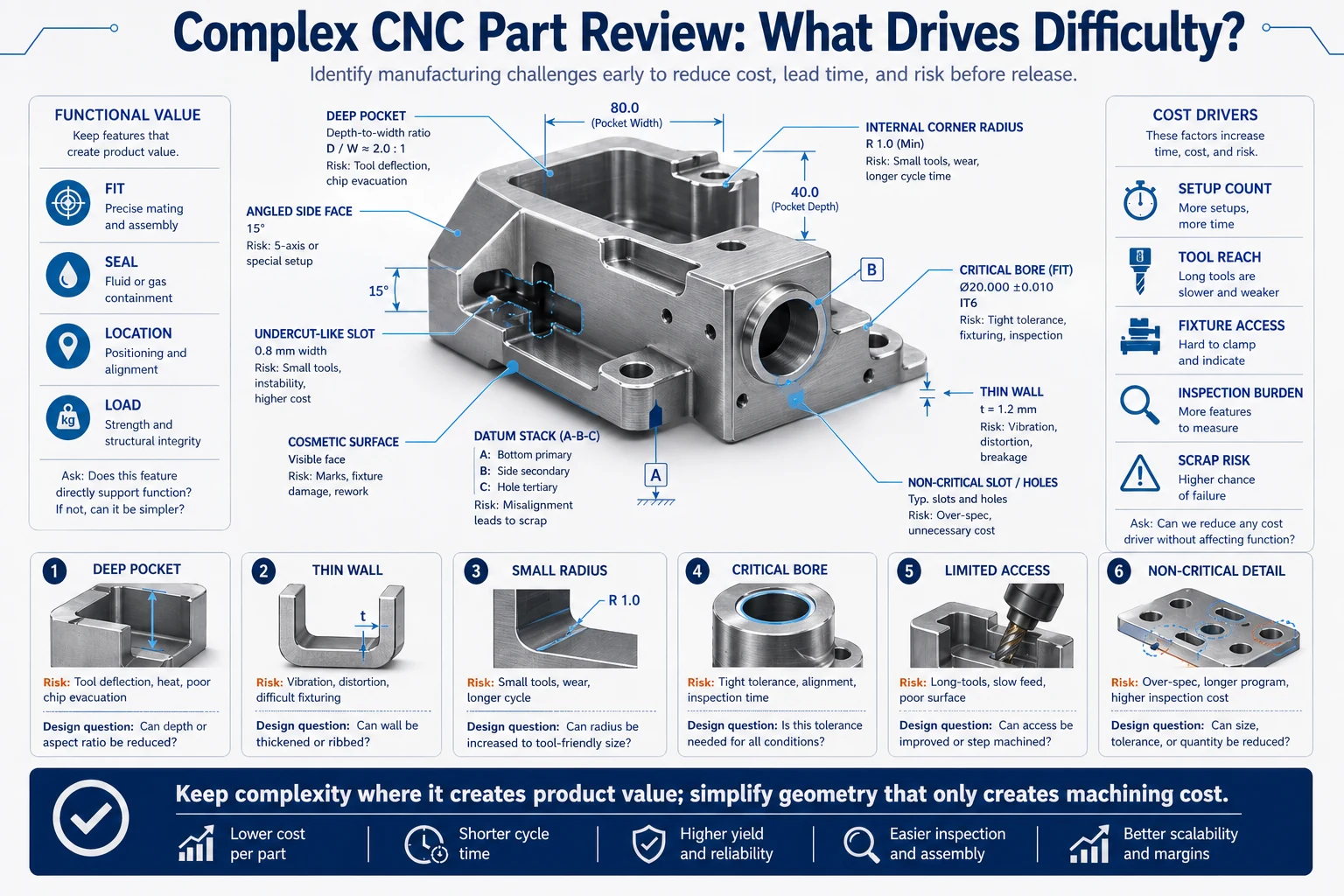
Use a cost-risk matrix before final release
For very complex parts, a short matrix review can expose the biggest manufacturing risks quickly. If one feature creates long-tool deflection, another creates multiple re-clamps and a third carries a tolerance that may not even be functionally necessary, the combined effect can be disproportionate. Reviewing those risks together helps the team focus redesign effort where it matters most.
This step is often what separates a technically machinable part from a commercially practical one.
FAQ
What usually makes a CNC part expensive?
Multiple setups, poor tool access, special fixturing and tight tolerances across too much of the part are common cost drivers.
Can complex parts still be economical?
Yes, when low-value geometry is simplified and precision is focused on the features that matter most.
Should every difficult geometry be machined directly?
No. Some parts are better served by splitting the design or combining machining with another process.
Related Engineering Resources