Vacuum casting is one of the most practical manufacturing routes for teams that need more than a one-off prototype but are not yet ready for steel tooling. It produces plastic or rubber-like parts in low quantity, often with surface quality and mechanical realism that feel much closer to molded production parts than many fast concept-only methods.
That makes it a strong option for bridge manufacturing, pilot builds, customer samples, and product validation. It is especially useful when the design is still being optimized but the team already needs multiple consistent parts for fit checks, functional review, or presentation. To choose it well, however, engineers need to understand both the process advantages and the limits around repeatability, tolerance, and scale.
What vacuum casting is and why teams use it
Vacuum casting, also known as urethane casting or vacuum duplication, uses liquid resin poured into a silicone mold and cured under controlled conditions. The vacuum chamber helps remove trapped air and supports more complete filling of the mold cavity, which improves surface quality and reduces bubbles or void-related defects.
The method is well suited to prototype or low-volume plastic parts, commonly in the range of roughly 5 to 50 pieces, though actual practical volume depends on geometry, resin, and quality expectations. Because it avoids the cost and lead time of hard tooling, it is often a much more economical option than injection molding during early product phases.
Vacuum casting is widely used for automotive trim, electronics housings, consumer products, medical devices, battery enclosures, and other parts where a production-like look and feel matter before the design is finalized for larger-scale manufacturing.
Technical performance and tolerance expectations
One of the biggest strengths of vacuum casting is cosmetic quality. Silicone tooling can capture fine surface detail, and properly managed resin systems can produce smooth parts with a molded appearance suitable for evaluation, demonstration, and limited functional use. Dimensional performance can also be very good for prototype work, especially when the master model and tooling split are well controlled.
That said, the process is not as inherently repeatable as automated high-volume methods. Manual steps in mold preparation, resin mixing, filling, curing, demolding, and finishing all affect dimensional variation. Tight fit conditions should therefore be reviewed carefully, and projects that require highly controlled precision may ultimately need CNC machining or injection molding after the design is validated.
A practical engineering tip is to reserve very tight tolerance expectations for only the features that truly need them. Vacuum casting is excellent for realistic prototypes and short runs, but it should be selected for the right application window rather than forced into roles better handled by other processes.

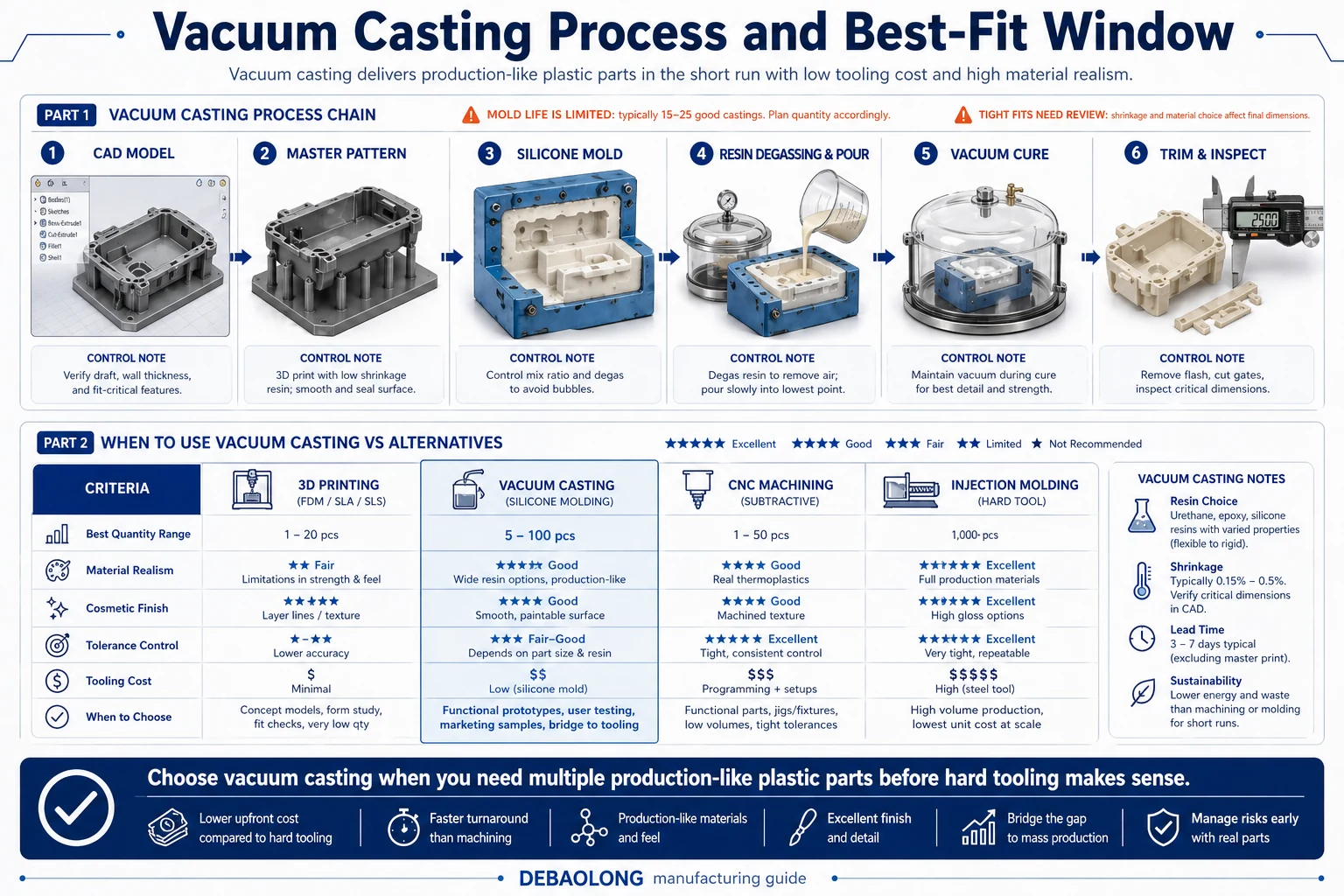
How vacuum casting compares with injection molding, 3D printing and CNC machining
Compared with injection molding, vacuum casting is dramatically faster and less expensive for low quantity because it avoids steel mold investment. This makes it ideal when a team needs realistic prototype parts, pre-series samples, or market-validation parts but cannot yet justify tooling costs. Once the design is stable and demand rises into large-scale production, injection molding usually becomes the stronger long-term choice because of its repeatability and lower unit cost at scale.
Compared with 3D printing, vacuum casting is often the better choice when the project needs multiple parts with a more production-like cosmetic finish and more consistent material feel. 3D printing remains excellent for rapid geometry exploration, internal features, and very early iteration, but vacuum casting is often a stronger bridge between digital concepts and production-ready part behavior.
Compared with CNC machining, vacuum casting becomes attractive when the product is polymer-based, the geometry is more mold-friendly than stock-removal-friendly, and the team wants several duplicated parts without machining each one from scratch. CNC still wins when material authenticity, sharper tolerances, or machined feature control are the primary engineering priorities.
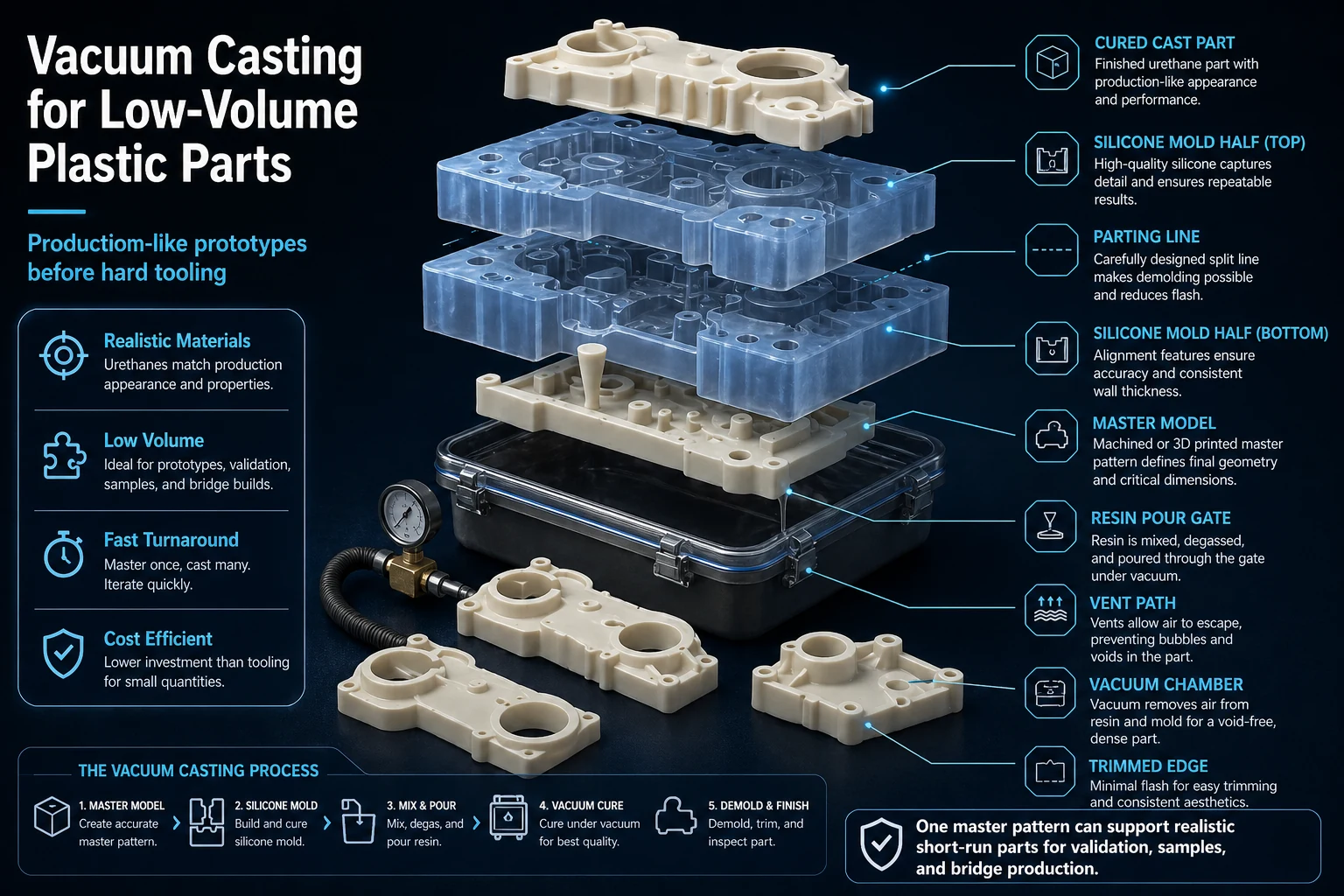
Step-by-step process flow
The vacuum-casting workflow is straightforward in concept but sensitive in execution. The first step is a 3D CAD model that defines the finished geometry and critical dimensions. From there, a master model is produced, often through SLA, SLS, or CNC machining, depending on the precision and surface strategy needed for the tooling stage.
That master is placed in a casting box so liquid silicone can be poured around it and cured into a mold. After curing, the silicone mold is cut along its split line and prepared for production. Resin is mixed, pigmented if necessary, degassed, and introduced under vacuum so the mold fills more cleanly. The part is then cured, removed from the tool, trimmed, and finished. A single silicone mold typically supports only a limited number of good parts, which is why the method stays in the low-volume range.
Where vacuum casting adds the most value
Vacuum casting is most effective when the program needs realistic low-volume parts quickly. That includes customer samples, functional pre-series components, internal review sets, exhibition models, pilot packaging, and soft-launch builds. It also works well when the team wants to delay major tooling investment until geometry, material choice, and tolerance strategy are more mature.
It is especially valuable in programs with rapid design iteration, where switching directly to hard tooling would expose the project to expensive mold changes. In those cases, vacuum casting acts as a practical decision stage between digital prototyping and full manufacturing scale-up.

How DEBAOLONG recommends choosing the process
At DEBAOLONG, we typically recommend vacuum casting when a customer needs multiple production-like plastic parts and wants to validate appearance, assembly, and user experience before hard tooling. The method is especially effective when timing and tooling cost matter more than very high-volume repeatability.
The best decisions happen when vacuum casting is compared directly with the next likely alternatives instead of being chosen in isolation. Teams should weigh quantity, design maturity, tolerance risk, cosmetic expectations, and downstream process plans together. That helps confirm whether vacuum casting should remain the bridge solution, or whether the project is ready to move to injection molding, CNC machining, or a different additive route.
For related process comparison, review our manufacturing process comparison guide, compare scaling decisions with high-volume production planning, and see how DFM reduces prototype risk.
FAQ
What quantity range is vacuum casting best for?
It is generally best for low-volume production, prototype batches, and bridge manufacturing where hard tooling would be too expensive or too slow.
Is vacuum casting more like injection molding or 3D printing?
In part appearance and batch duplication, it often feels closer to injection molding than simple one-off printing, but it keeps the speed and flexibility needed for early product stages.
When should a project switch away from vacuum casting?
When the geometry is stable, annual volume rises, and the business case supports tooling investment, injection molding or another scalable process usually becomes the better long-term option.
Related Engineering Resources