


Learn food-safe 3D printing design considerations, material choices, sanitation risks, printing processes, coatings and post-processing methods for safer functional parts.
This expanded DEBAOLONG guide follows the source article’s engineering flow while rewriting the material in independent English for manufacturing buyers, designers and engineering teams. It focuses on practical decisions: when the process is useful, where risk appears, what details should be specified, and how to connect prototype evidence with production planning.
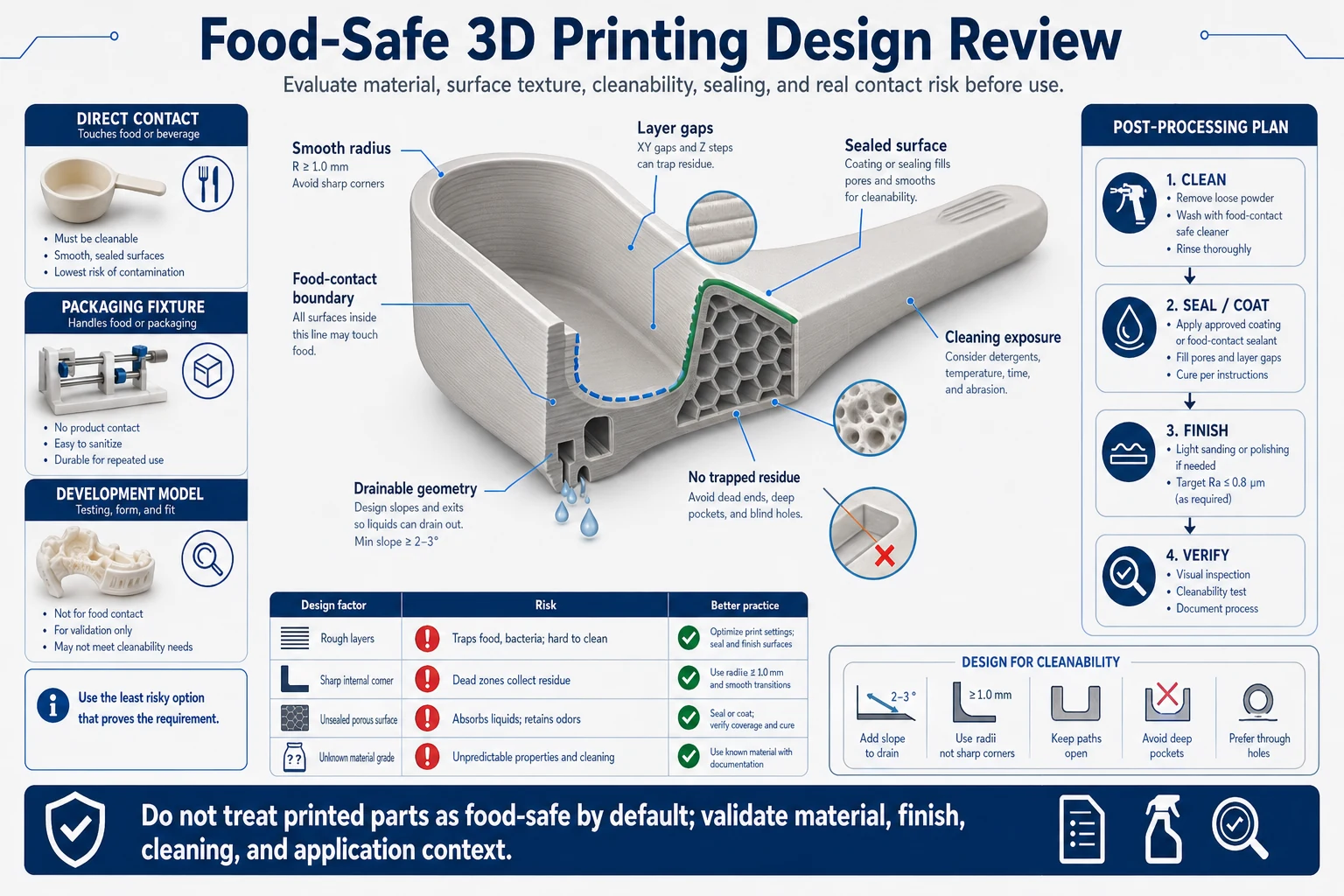
What Food-Safe 3D Printing Must Consider
Food-safe 3D printing is more demanding than ordinary prototyping because surface texture, layer gaps, porosity, cleaning and material certification all influence safety. A part that looks acceptable may still trap residue or bacteria if the surface cannot be cleaned properly.
The first decision is whether the printed part will contact food directly, contact packaging, support a fixture, or only serve as a development model. Each use case has a different risk profile.
The first gate is contact type. A visual model, a packaging fixture, a processing aid and a direct-contact component do not share the same cleanliness or documentation burden.
Layer lines, trapped powder, uncured resin, porous surfaces and printer contamination can all create risk. Food-safe language should never be treated as a simple label on a material sheet.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
Food-Safe Part Design
Designers should avoid deep crevices, sharp internal corners, porous surfaces and inaccessible channels that are difficult to clean. Smooth transitions, generous radii, drainage, removable parts and clear inspection surfaces are important.
If a printed part must be cleaned repeatedly, the design should account for wear, coating durability and possible surface degradation after sanitation.
Geometry should make cleaning visible and repeatable. Drainage, open access, generous radii and removable subcomponents are often more important than small cosmetic details.
Avoid narrow blind holes, textured pockets and hidden intersections where residue can remain after washing. If the part has to be inspected, the design should let an operator see the surfaces that matter.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
Materials and Printing Processes
Food-safe material selection depends on both the base material and the printing process. Some filaments, resins or powders may be marketed for safe contact, but printer contamination, additives, colorants and post-processing can change real suitability.
FDM, SLA, SLS and metal printing all have different surface structures and cleaning requirements. The selected process should match the intended contact level and cleaning method.
FDM, SLA, SLS and metal printing leave different surface structures. FDM can leave layer seams, SLA may need careful curing and resin control, and powder-bed parts can retain powder in cavities.
The selected material should be checked together with printer history, colorants, additives, coating compatibility and the expected cleaning method.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
Sanitation, Coatings and Post-Processing
Post-processing can make a printed part safer and easier to clean. Sanding, sealing, coating, polishing or applying a certified surface layer may reduce porosity and improve washability.
Coatings must be selected carefully because they can chip, wear or react with cleaning chemicals. If food contact is critical, documentation and material verification are necessary.
Sealing and smoothing can reduce porosity, but they introduce their own durability questions. A coating that chips, scratches or reacts with cleaning chemicals can become the weakest part of the design.
When direct contact matters, documentation, process control and material verification are part of the engineering work. Prototype convenience should not replace compliance review.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
DEBAOLONG Engineering Review
For practical projects, DEBAOLONG treats food-safe printing as an engineering risk review rather than a simple material choice. We check geometry, surface finish, cleaning access, coating plans, functional loads and whether another manufacturing process would be more suitable for the final part.
DEBAOLONG reviews whether printing is suitable at all, or whether CNC machining, sheet metal or molding gives a safer and more repeatable result for the final part.
The review should connect geometry, cleaning access, surface finish, load, wear, quantity and inspection so the team can choose a manufacturing route with realistic risk.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
Practical Release Checklist
Before publishing a design for quotation or production, confirm the intended application, annual or batch quantity, material requirement, critical dimensions, cosmetic expectations, operating environment, inspection method and acceptable lead time. These inputs make the manufacturing recommendation more reliable and prevent the article’s guidance from being used as a generic rule without project context.
For related planning, review the DEBAOLONG Manufacturing Engineering Knowledge Center, compare major manufacturing process options, or use DFM for prototyping before production release.
FAQ
How should engineers use this food-safe 3d printing: design rules, materials and post-processing guide?
Use it as a decision checklist before quoting, prototyping or production release. The most useful result is a clearer specification, not just a faster order.
When should the design be reviewed by a manufacturer?
Review should happen before the design is treated as frozen, especially when material, tolerance, surface finish, wall thickness, cleaning, assembly or production quantity affects the result.
Can DEBAOLONG help turn the review into a production-ready plan?
Yes. DEBAOLONG can review geometry, material selection, tolerance, finish, inspection and process choice so the project moves from prototype evidence toward a controlled manufacturing route.
Related Engineering Resources




