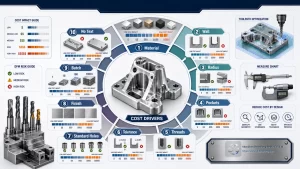
Die casting can produce strong, repeatable metal parts with complex geometry, but the design must support metal flow, cooling, ejection and post-machining. Good die casting design reduces porosity, tooling wear, cosmetic defects and unnecessary secondary operations.
For engineers, the most important goal is to design a part that can be cast consistently. That requires attention to wall thickness, draft angles, radii, ribs, bosses and machining allowances from the earliest stage of product development.

Start with uniform wall thickness
Uneven wall thickness is one of the most common causes of casting problems. Thick sections cool more slowly and can create shrinkage, porosity or distortion. Thin sections may fill poorly if the metal flow is restricted.
A better approach is to keep walls as uniform as possible, use ribs for stiffness, and core out unnecessary mass. This improves metal flow and makes the part lighter without sacrificing strength.
Die casting design checklist
- Add draft angles to support clean ejection from the die.
- Use fillets and radii to reduce stress concentration.
- Design ribs and gussets instead of thick solid sections.
- Place bosses and holes with machining and tooling access in mind.
- Allow machining stock only where precision features require it.
- Discuss surface finish and cosmetic requirements before tooling.
Balancing casting and machining
Not every feature should be formed directly in the die. Tight tolerance bores, threads, sealing faces and datum surfaces may need secondary CNC machining. The design should separate cast features from machined critical features clearly.
This is where DEBAOLONG can help connect casting strategy with precision machining needs. Early review reduces the risk of redesigning tooling after the first trial run.
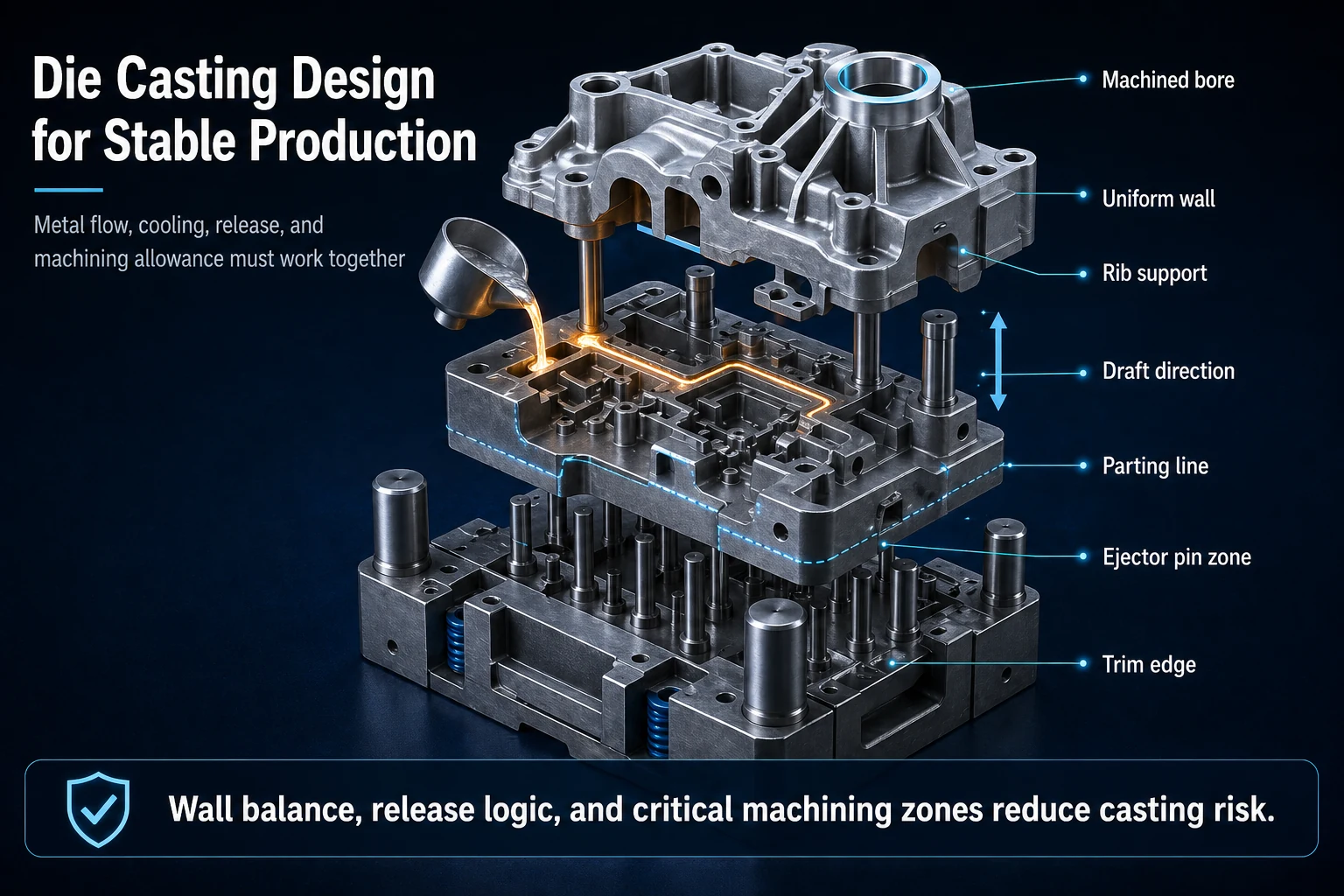
Designing for production stability
A die cast part should be designed for repeatability, not just shape. When wall thickness, draft, radii and machining allowances are planned correctly, the project is easier to quote, tool, inspect and scale.
For related manufacturing support, explore DEBAOLONG CNC machining, sheet metal fabrication, and injection molding services.
For industry terminology and standards context, the North American Die Casting Association is a helpful non-competitor reference.
Wall Thickness, Ribs and Solidification Control
Die casting design is not only about shaping the part. It is also about controlling how metal fills, cools and shrinks inside the tool. Thick masses, abrupt section changes and poorly placed reinforcement features often create hot spots, porosity risk and dimensional instability. A stronger strategy is to keep walls stable where possible and use ribs or local geometry changes to add stiffness without creating unnecessary heavy sections.
This approach typically supports both part quality and tooling efficiency, which is why wall and rib planning should happen early rather than after the mold layout is already constrained.
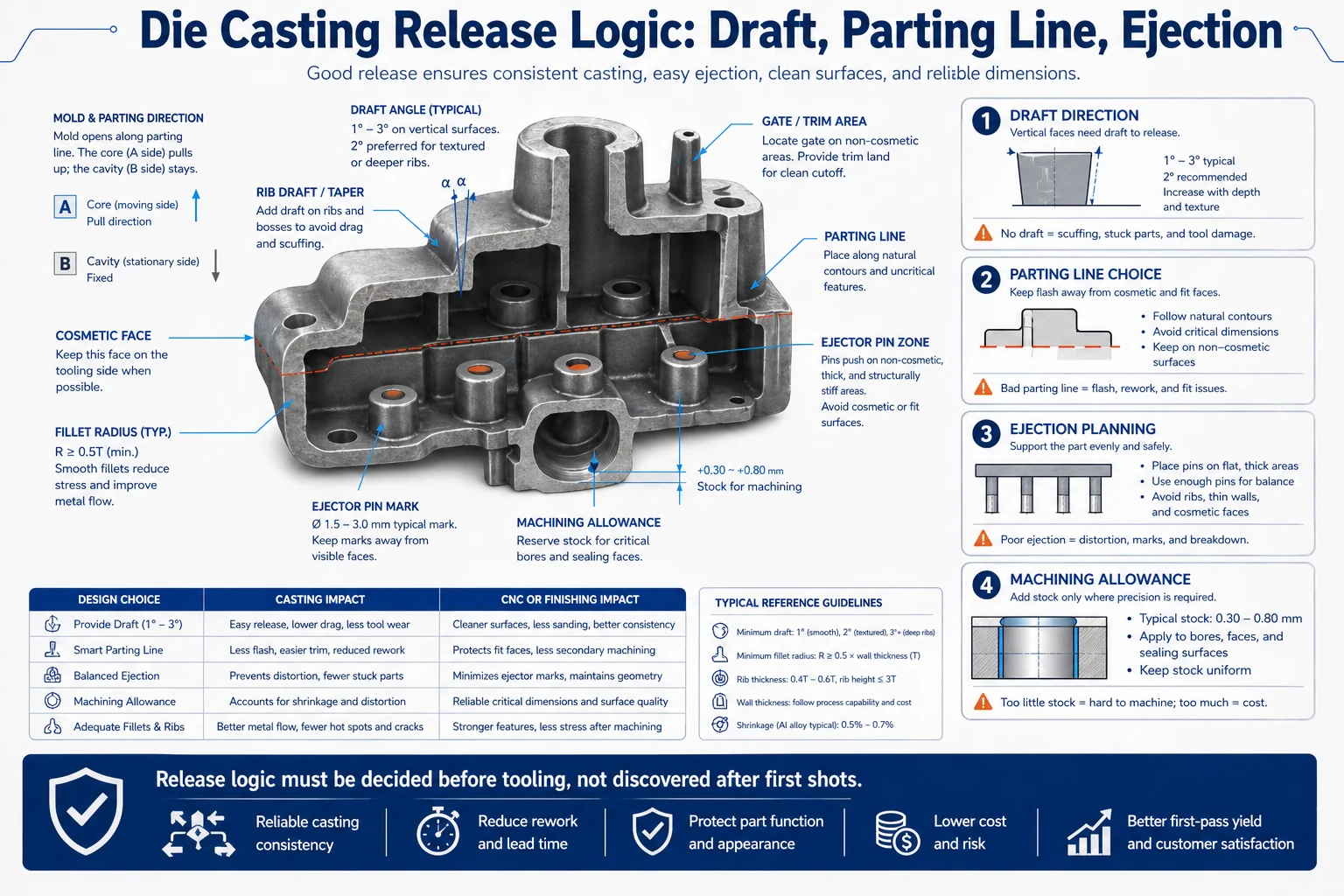
Draft, Parting Lines and Ejection Need Early Agreement
Many die casting problems show up because release logic was treated as a tooling detail instead of a product-design rule. Draft angles, parting-line placement, ejector-mark zones and cosmetic priorities all influence whether the part can be released cleanly and economically. At DNA level, these are not optional refinements. They are part of the manufacturability logic of the design itself.
Quality Targets Should Be Set With Tooling Economics in Mind
DNA-level die casting design does not treat cost and quality as separate topics. Surface quality, trimming burden, tolerance demand and cosmetic priorities all influence how the mold should be designed and what the real production cost becomes. Engineers get better results when they decide early which faces must look perfect, which interfaces must be accurate and which areas can follow a more forgiving production baseline.
FAQ
Why is draft angle important in die casting?
Draft helps the part release from the die without damaging surfaces or increasing ejection force.
Can die cast parts be CNC machined?
Yes. Critical bores, threads, sealing faces and tight-tolerance features are often machined after casting.
What causes porosity in die casting?
Porosity can come from trapped gas, shrinkage, poor flow, thick sections or process conditions that are not optimized.
Related Engineering Resources