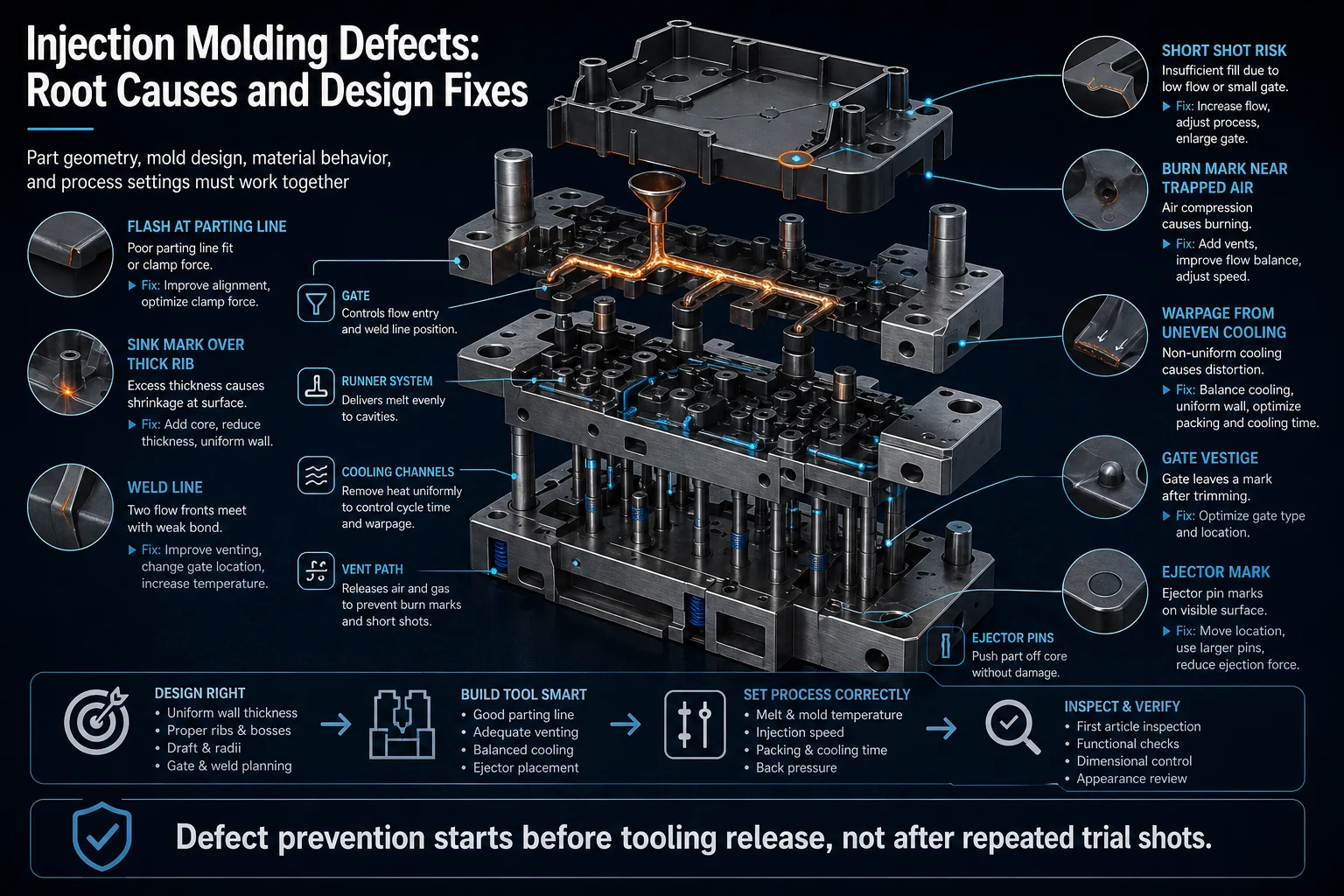
Injection molding defects such as flash, short shots, sink marks, warpage and weld lines can affect both appearance and mechanical performance. Most of these issues are not random: they usually come from part geometry, mold design, material behavior, or process settings that were not fully aligned before production.
For engineering and purchasing teams, understanding these defects early helps reduce trial cycles, mold rework and production delays. A stronger DFM review can identify risk areas before tooling is released, which is especially important for functional plastic parts and repeat production.
Why injection molding defects happen
Defects often begin with uneven wall thickness, sharp transitions, poor gate placement, trapped air, insufficient venting or resin that does not match the part’s flow requirements. Even small design choices can affect cooling, shrinkage, filling pressure and surface quality.
The most common problems include flash around parting lines, incomplete filling, visible gate vestige, bubbles, flow marks, burn marks, sink marks, delamination, weld lines, warpage, jetting and discoloration. Each problem has a root cause, but many can be reduced through early design review and practical mold feedback.
Engineering checklist for preventing defects
- Keep wall thickness as consistent as possible.
- Place gates away from cosmetic and high-stress surfaces.
- Add radii instead of sharp internal corners.
- Use ribs and coring to manage thick sections.
- Plan venting around expected air traps and flow-end regions.
- Choose resin based on flow, shrinkage, heat and functional requirements.
How DFM reduces molding risk
DFM connects the part design to tooling and production behavior. A well-structured review looks at gate strategy, parting line location, draft, wall transitions, undercuts, surface finish expectations and inspection-critical dimensions.
This is also where material selection becomes important. ABS, PC, PMMA, nylon, POM, PEEK and other plastics behave differently during filling and cooling. The right resin can improve flow and function; the wrong one can magnify shrinkage or warpage.
Building more stable plastic parts
A stable injection molding project depends on part design, mold quality and process control working together. DEBAOLONG helps customers review plastic part requirements with manufacturability in mind so the final design is easier to mold, inspect and scale.
For related manufacturing support, explore DEBAOLONG CNC machining, sheet metal fabrication, and injection molding services.
For broader terminology, the Plastics Europe resource library can be useful for understanding polymer families and material behavior.
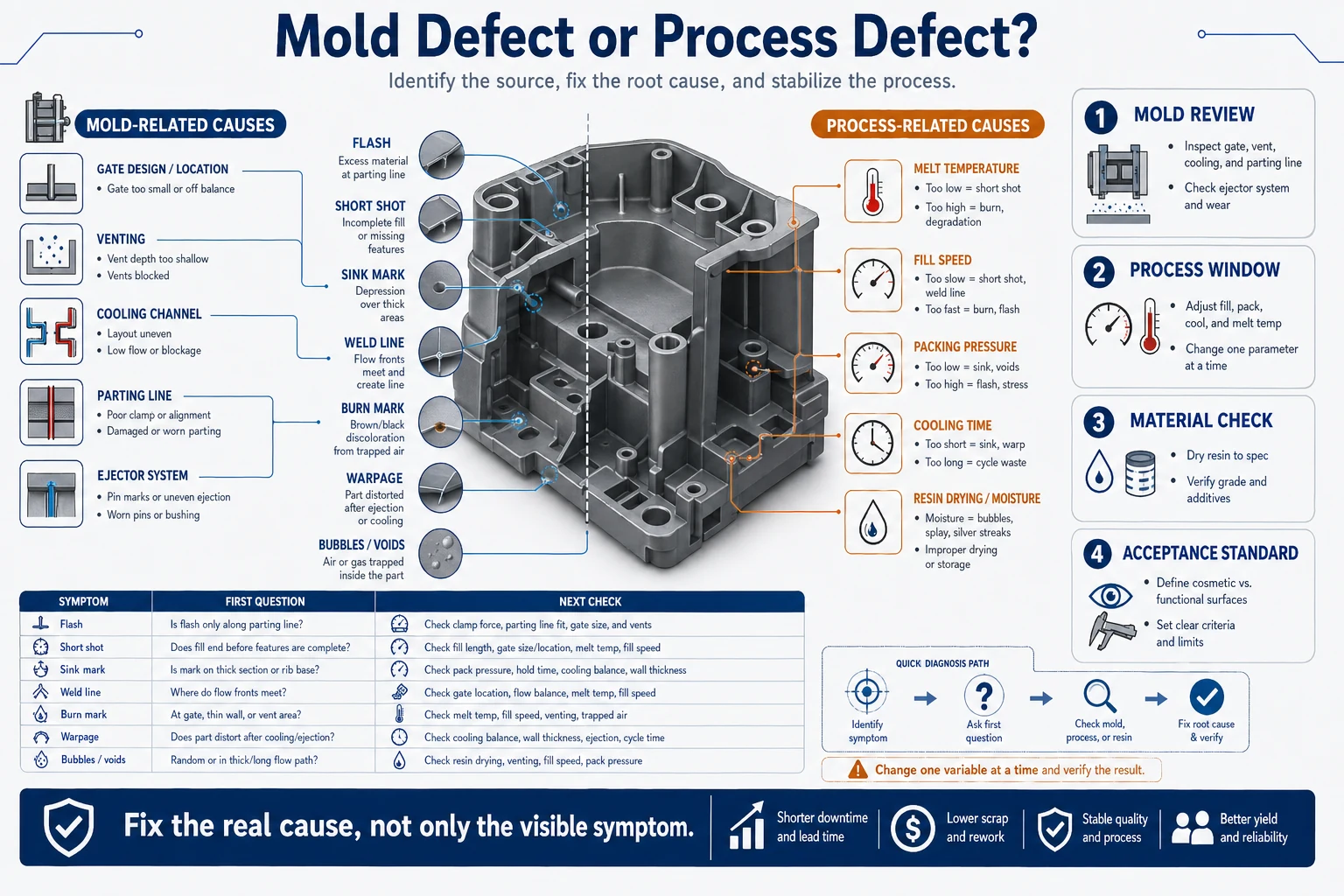
How to Separate Mold Defects from Process Defects
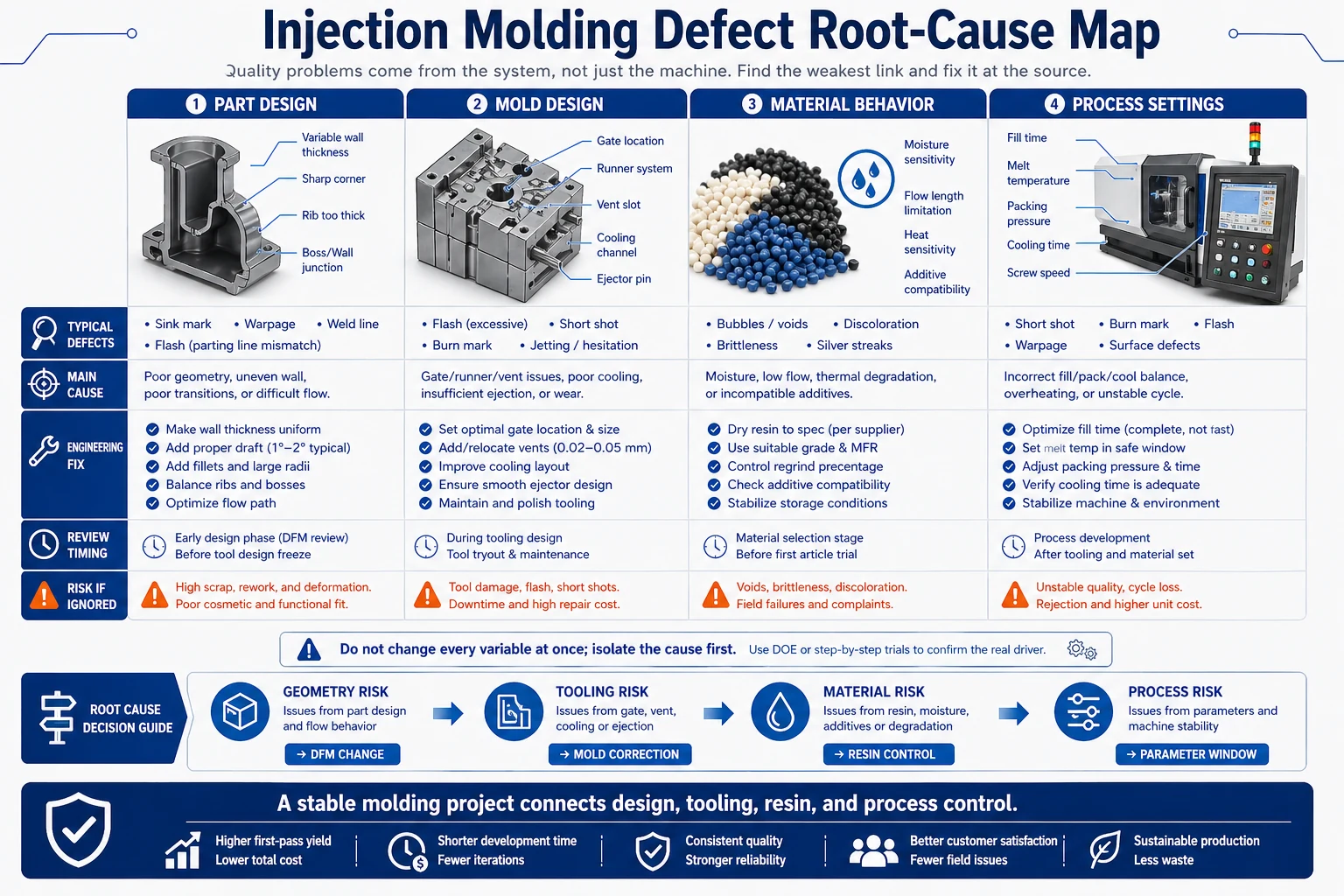
One reason defect troubleshooting becomes expensive is that teams often change too many variables at once. A better approach is to separate defects caused by mold design, gate position, venting, cooling imbalance, or parting-line behavior from those caused mainly by process settings such as packing, melt temperature, injection speed, and hold pressure. Once that split is clear, corrective action becomes much faster and more repeatable.
This distinction also matters for long-term quality control. A process change may suppress a symptom for one run but leave the true design or tooling cause untouched. DNA-level troubleshooting therefore requires a structured defect map rather than a trial-and-error response.
Material Behavior and Cosmetic Acceptance Should Be Reviewed Separately
Defects that matter on a cosmetic surface are not always the same defects that threaten part function. A surface blemish may be acceptable on an internal engineering part but unacceptable on a customer-facing housing. Similarly, moisture sensitivity, filler content and resin grade can change the way defects appear and how severe they become. Good defect control therefore combines process review with material review and a realistic acceptance standard for the actual product.
FAQ
What is the most common injection molding defect?
Common defects include flash, sink marks, weld lines, short shots and warpage. The most frequent issue depends on the material, geometry and mold design.
Can DFM prevent molding defects?
DFM cannot eliminate every risk, but it helps identify geometry, gate, wall thickness and material problems before tooling and production.
Why do sink marks happen?
Sink marks usually happen when thick areas cool unevenly or packing pressure is not enough to compensate for shrinkage.
Related Engineering Resources