A CNC surface roughness guide explaining Ra values, machining marks, 3.2 um Ra, 1.6 um Ra, 0.8 um Ra and 0.4 um Ra selection for functional parts.
This expanded DEBAOLONG guide follows the source article’s engineering flow while rewriting the material in independent English for manufacturing buyers, designers and engineering teams. It focuses on practical decisions: when the process is useful, where risk appears, what details should be specified, and how to connect prototype evidence with production planning.
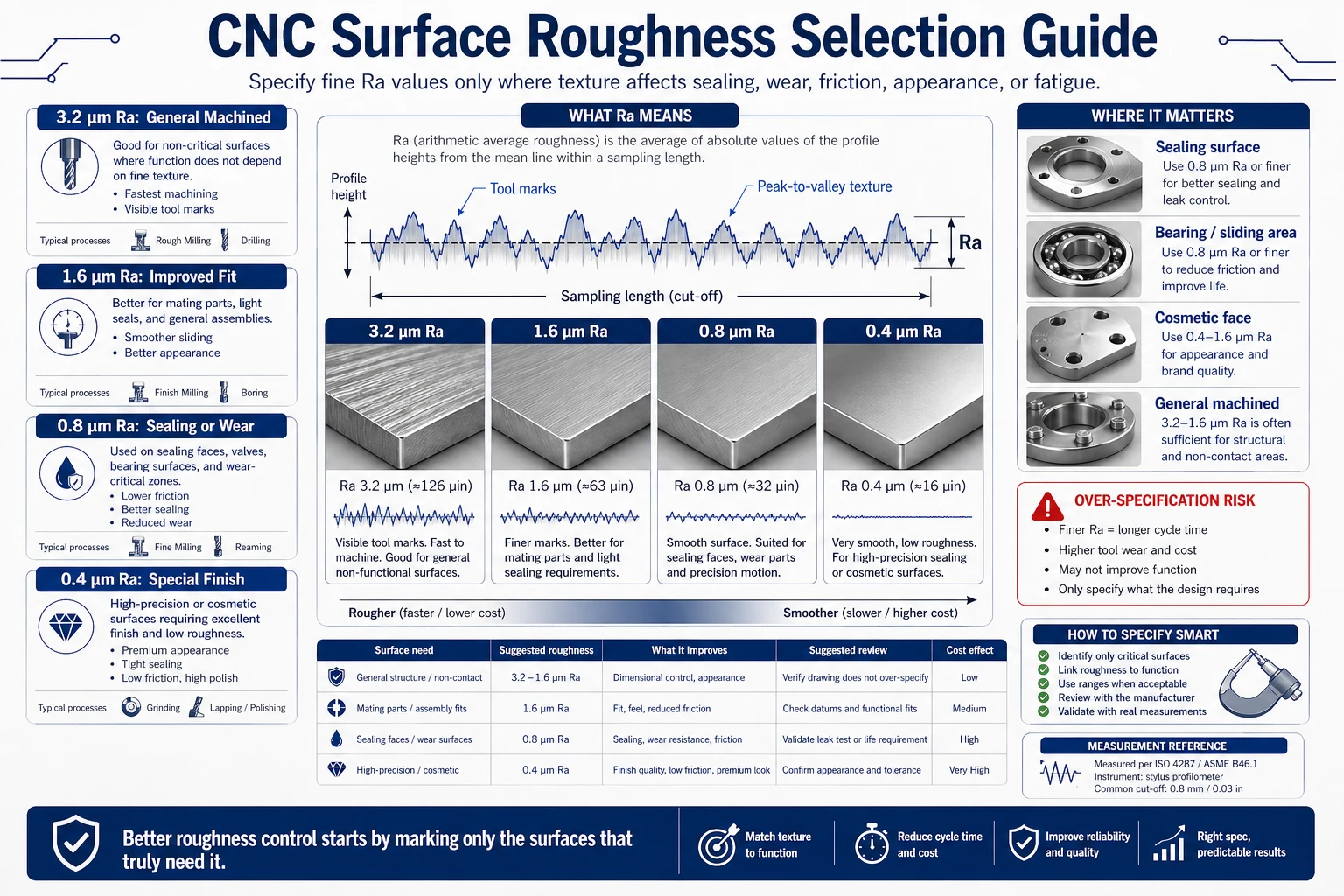
What Surface Roughness Means
Surface roughness describes the small peaks and valleys left on a machined surface. It affects friction, sealing, wear, appearance, fatigue behavior and how parts interact during assembly.
Ra is one common roughness measurement, but it should be specified only where surface texture matters. Applying very fine roughness everywhere can add cost without improving function.
Surface roughness describes fine texture left after machining, not the full shape error of a part. It can influence sealing, sliding, lubrication, fatigue behavior and cosmetic feel.
Ra is useful, but it should be applied only where function requires it. A blanket fine finish can raise cost without improving assembly or performance.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
How CNC Processes Achieve Different Roughness Levels
Cutting tool condition, feed rate, spindle speed, material, toolpath, coolant and finishing passes all influence surface roughness. Milling and turning can both produce controlled surfaces, but not every face of a part needs the same finish.
Secondary operations such as polishing, grinding, blasting or coating may be needed when the roughness requirement goes beyond normal machining.
Tool condition, feed, speed, material, coolant, toolpath and finishing passes all affect the resulting surface. A face milled surface and a turned diameter may need different expectations.
Grinding, polishing, lapping, blasting or coating may be needed when the specified roughness is beyond normal machining capability or when appearance is the main concern.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
3.2 um Ra and 1.6 um Ra
A 3.2 um Ra finish is often acceptable for general machined surfaces where appearance and sliding contact are not critical. It is economical and suitable for many prototype and structural parts.
A 1.6 um Ra finish is a common step up for more controlled surfaces. It may be used on visible surfaces, moderate sliding interfaces or areas where smoother machining marks are needed.
A 3.2 um Ra requirement is often practical for general machined areas, brackets, covers and prototype surfaces where the texture does not control function.
A 1.6 um Ra requirement is a stronger callout for cleaner visible surfaces or moderate sliding areas. It may need more controlled finishing passes and should be limited to relevant faces.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
0.8 um Ra and 0.4 um Ra
A 0.8 um Ra finish is more demanding and may require slower machining or finishing passes. It is useful for sealing areas, precision interfaces and surfaces where lower friction or improved contact is important.
A 0.4 um Ra finish is much more restrictive and should be used only when function justifies the cost. It may require grinding, polishing or special process control.
A 0.8 um Ra surface can be important for seals, bearing contact, precision interfaces or parts where friction and wear are sensitive.
A 0.4 um Ra requirement is much more demanding. It should be tied to a clear functional reason because it can change process route, inspection and cost.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
DEBAOLONG Surface Finish Review
DEBAOLONG helps customers specify roughness where it supports function, inspection or appearance. This avoids unnecessary cost while protecting critical sealing, sliding, visual and assembly surfaces.
DEBAOLONG helps customers place roughness callouts only on surfaces that need them. This protects critical function while avoiding unnecessary finishing work.
A good drawing separates general machined surfaces from sealing, sliding, cosmetic and inspection-critical faces so suppliers can quote the work accurately.
In practice, this section should be checked against the drawing, CAD model, quantity and inspection requirement before the design is released. The same guideline can lead to different decisions for a visual prototype, a functional test part, a bridge-production batch and a repeat production component.
Practical Release Checklist
Before publishing a design for quotation or production, confirm the intended application, annual or batch quantity, material requirement, critical dimensions, cosmetic expectations, operating environment, inspection method and acceptable lead time. These inputs make the manufacturing recommendation more reliable and prevent the article’s guidance from being used as a generic rule without project context.
For related planning, review the DEBAOLONG Manufacturing Engineering Knowledge Center, compare major manufacturing process options, or use DFM for prototyping before production release.
FAQ
How should engineers use this how to choose the right surface roughness for cnc machining guide?
Use it as a decision checklist before quoting, prototyping or production release. The most useful result is a clearer specification, not just a faster order.
When should the design be reviewed by a manufacturer?
Review should happen before the design is treated as frozen, especially when material, tolerance, surface finish, wall thickness, cleaning, assembly or production quantity affects the result.
Can DEBAOLONG help turn the review into a production-ready plan?
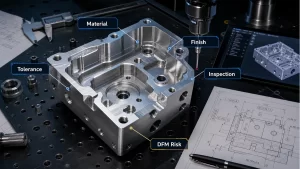
Yes. DEBAOLONG can review geometry, material selection, tolerance, finish, inspection and process choice so the project moves from prototype evidence toward a controlled manufacturing route.
Related Engineering Resources