CNC machining standards give engineers a practical baseline for what is ordinary, what is difficult and what should be treated as a special case. They are not only formal references for auditors or quality systems. They are everyday tools that help designers avoid geometry that is technically possible but unnecessarily expensive or unstable.
When teams ignore standards, quoting becomes less predictable and parts become harder to machine and inspect. When they use standards as the starting point and then add tighter requirements only where function demands them, the result is usually faster manufacturing with lower risk.
1. Use design-rule standards to keep geometry tool-friendly
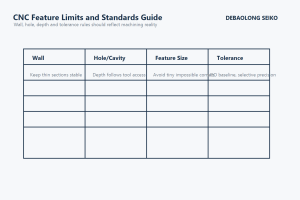
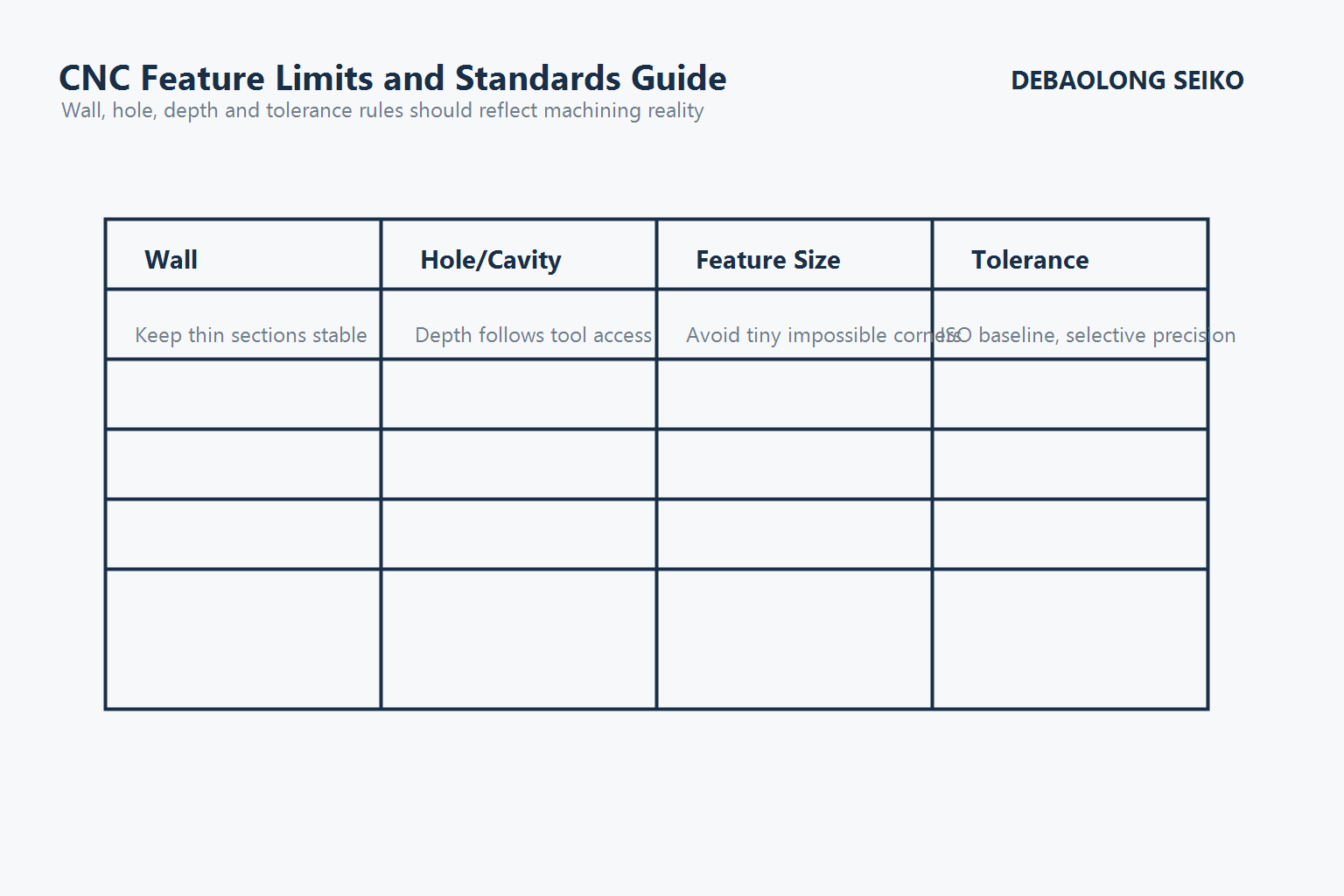
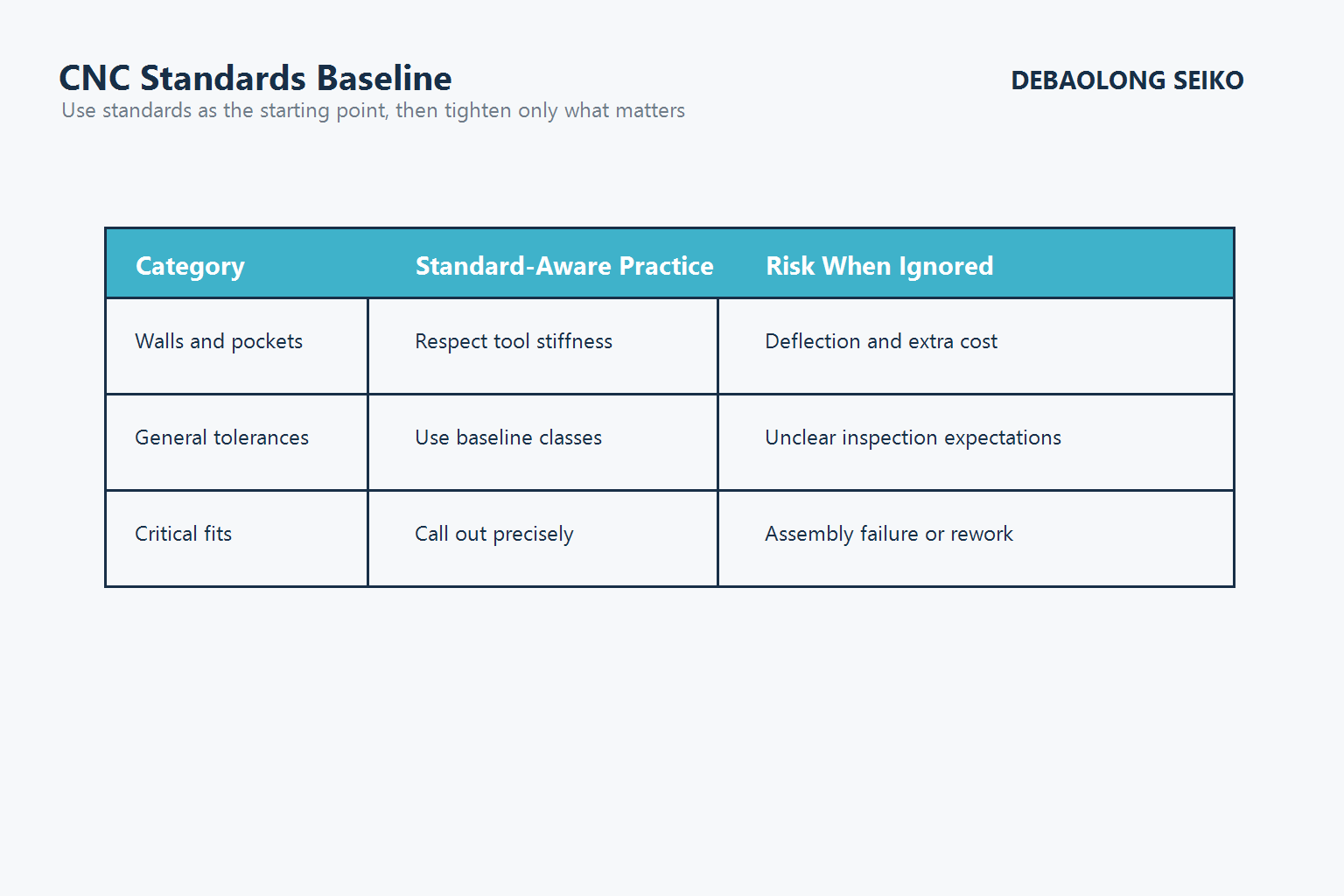
Many machining standards and rule sets focus on issues such as wall thickness, pocket depth, internal radii, hole geometry and feature accessibility. These are not arbitrary restrictions. They reflect the physical limits of cutters, workholding and machine behavior. A wall that is too thin or a cavity that is too deep may still be machinable, but it is no longer an ordinary feature and should not be treated like one.
The most efficient CNC designs use standard tool access wherever possible, keep aspect ratios realistic and avoid feature combinations that force weak tools or unstable setups. That alone can change both price and quality dramatically.
2. Build tolerance strategy on a baseline, not on guesswork
Standards such as ISO 2768 help teams establish general tolerances without custom-dimensioning every non-critical feature. This is useful because not every edge, face or radius needs the same level of control. The right strategy is to begin with a baseline class and then apply specific tolerances only to the features that affect fit, sealing, location or performance.
That approach is stronger than either extreme. A part that is under-defined creates quality disputes, while a part that is over-toleranced creates unnecessary cost and lead time. Standards help create a disciplined middle ground.
3. Let standards improve communication between design and manufacturing
Standards are valuable because they create a shared language. Designers, estimators, machinists and inspectors can all interpret the part more consistently when the geometry follows known rules and the tolerance logic is explicit. That reduces the chance that a supplier will assume every surface is equally critical or that inspection will focus effort in the wrong place.
They also help identify when the part is not a standard CNC problem anymore. If a feature exceeds normal limits, the team can flag it early and decide whether a different tool, setup or process is justified.
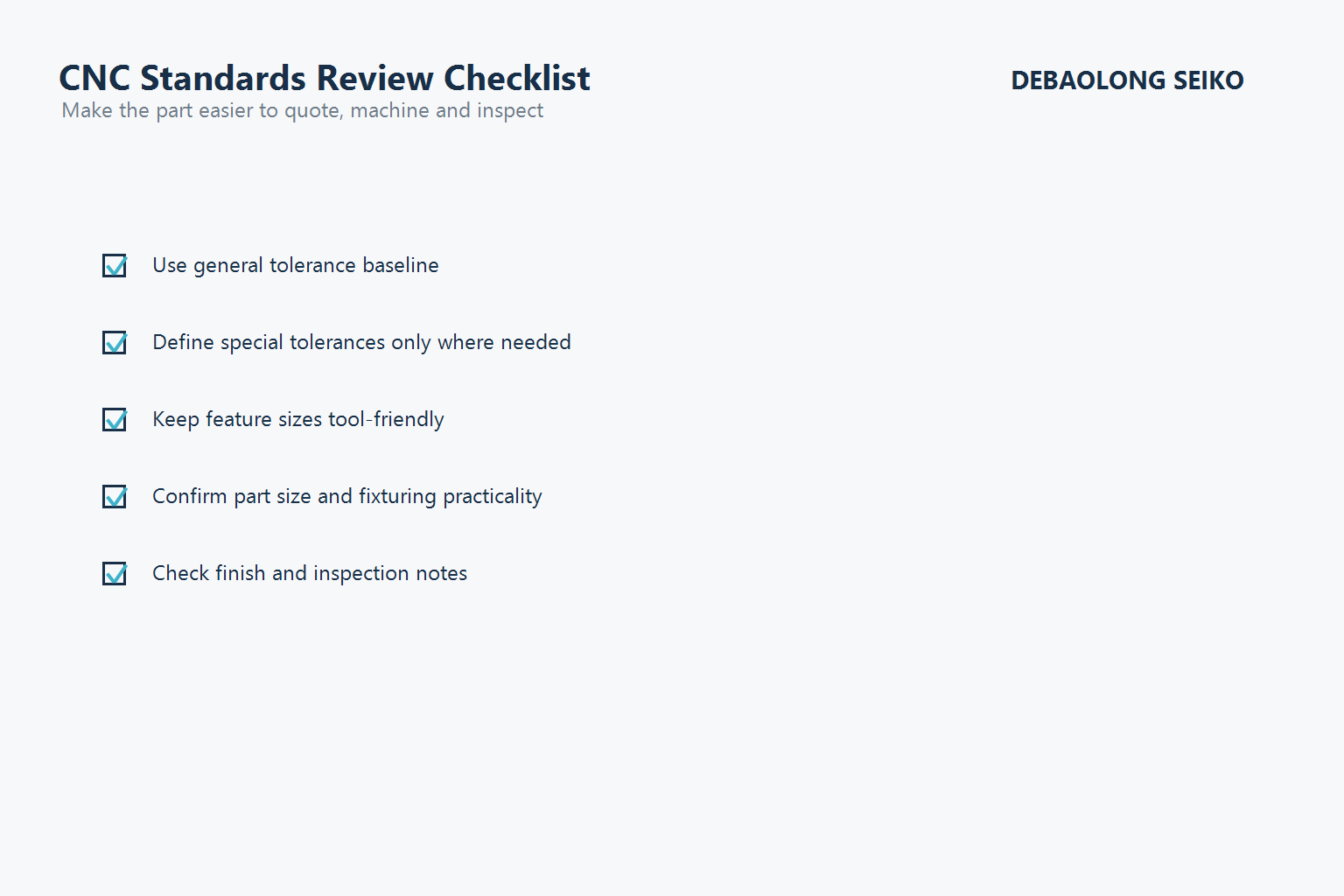
4. Use standards as a review tool, not as a ceiling
At DEBAOLONG, machining standards are used as a practical DFM filter. They help us decide which features are naturally manufacturable, which ones require special attention and where cost can be reduced without losing product performance. A well-reviewed part is not merely compliant with a standard. It uses the standard intelligently to support function, cost and quality at the same time.
For related precision planning, review CNC tolerances explained, compare with ISO 2768 guidance, and see surface finish control.
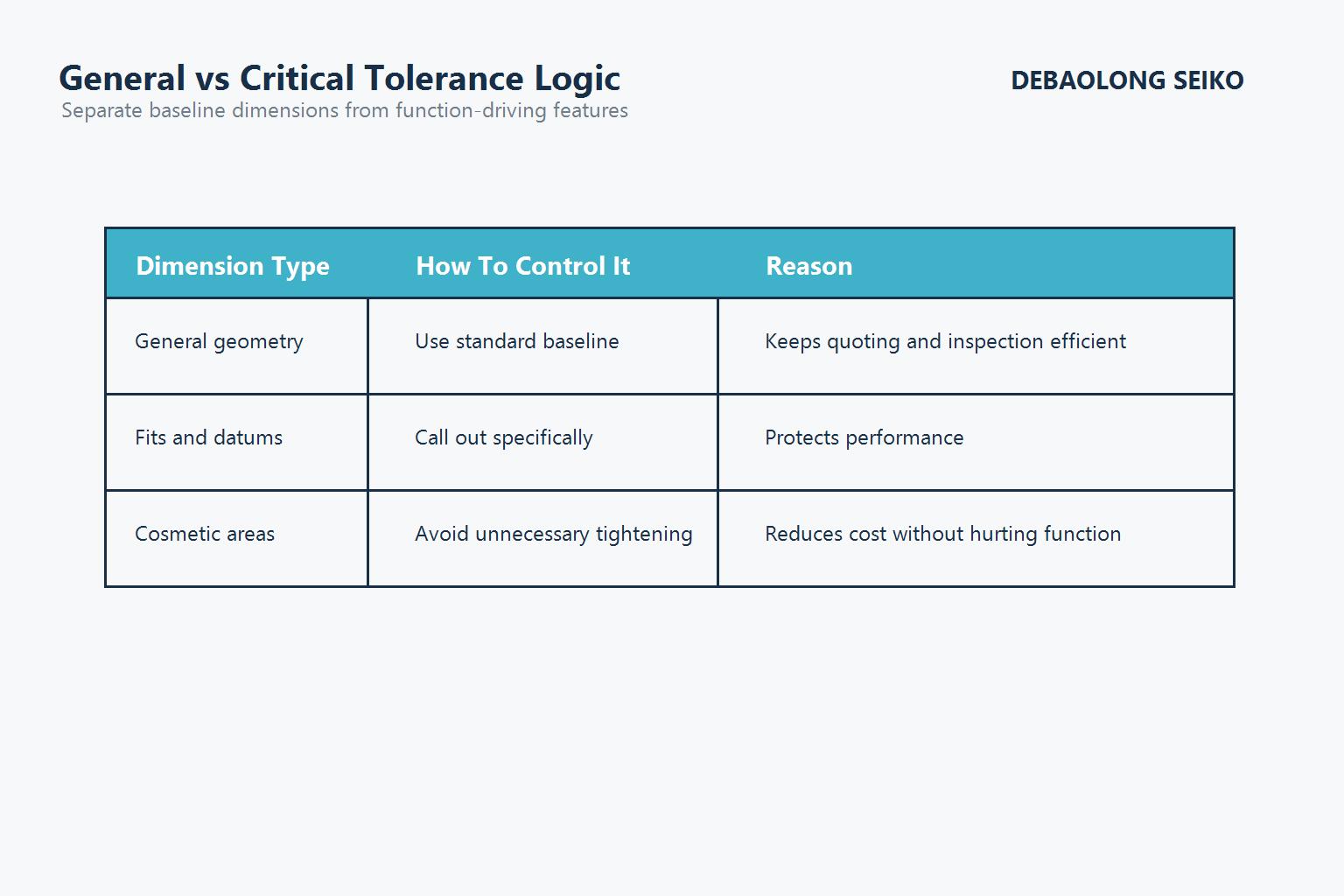
Separate baseline tolerances from critical tolerances
One of the most practical uses of standards is helping engineers divide the part into ordinary dimensions and function-driving dimensions. This keeps machining and inspection effort concentrated where it creates value. It also helps avoid the common mistake of tightening cosmetic or non-critical geometry simply because the drawing has room to do so.
That discipline tends to shorten lead times while still protecting the features that determine whether the product works.
FAQ
Why do machining standards matter in daily engineering work?
They reduce ambiguity, improve manufacturability and give teams a baseline for quoting and inspection.
Does ISO 2768 replace all explicit tolerances?
No. It sets a general baseline, but critical features still need clearly defined tolerances.
Can features outside standard limits still be machined?
Yes, but they should be reviewed as special cases because cost and process risk usually increase.