Vacuum casting, also called urethane casting, is one of the most useful processes for teams that need production-like plastic parts before committing to steel tooling. It is especially valuable when product geometry is still evolving but the team already needs multiple realistic samples for fit checks, design reviews, customer feedback, or low-volume pilot runs.
The process can deliver surface quality and functional realism that feel much closer to molded production parts than many one-off prototype methods. At the same time, silicone tooling has its own limits, so the best results depend on part geometry that supports mold release, balanced curing, and repeatable demolding. That is why a proper vacuum-casting DFM review should look at wall thickness, ribs, bosses, undercuts, embossed details, draft behavior, and how the selected resin interacts with the final part design.
How the vacuum casting process works
Vacuum casting typically begins with a master model made by SLA, SLS, or CNC machining. That master is used to create a silicone mold, which is then filled with casting resin under controlled vacuum conditions. The vacuum stage helps remove trapped air, improves cavity fill, and supports cleaner cosmetic quality on the finished part.
For engineering teams, the biggest advantage is speed. A silicone tool can be prepared far faster than a steel mold, and it enables small-batch plastic parts that look and feel closer to production components. This makes the method a strong option for bridge manufacturing, pre-production validation, low-volume enclosures, hand-held products, and customer sample sets.
Typical process stages
- Create a master model using additive manufacturing or CNC machining.
- Pour and cure liquid silicone around the master to form the tool.
- Open the cured silicone mold and prepare gates, vents, and split lines.
- Mix and degas resin before filling the cavity under vacuum.
- Cure, demold, trim, and inspect the resulting production-like copy.
Process considerations that affect part quality
Two practical issues strongly affect vacuum-casting success: surface quality and mold life. Silicone tooling can reproduce very fine detail, so defects on the master model or poor finishing work often transfer directly into every copy. That means texture, print marks, sanding quality, and cosmetic preparation matter much earlier than some teams expect.
Mold life is also limited compared with hard tooling. Depending on geometry, resin, and quality expectations, one silicone mold may only produce roughly 10 to 20 acceptable parts. A design that stresses the tool during demolding, traps geometry, or creates thin fragile sections can reduce that output even further.
Key design tips for vacuum cast parts
To take full advantage of the process, the CAD model should follow vacuum-casting geometry rules instead of borrowing injection-molding assumptions blindly. Some rules overlap, but silicone tooling behaves differently and must be protected from tearing, distortion, and repeated release damage.
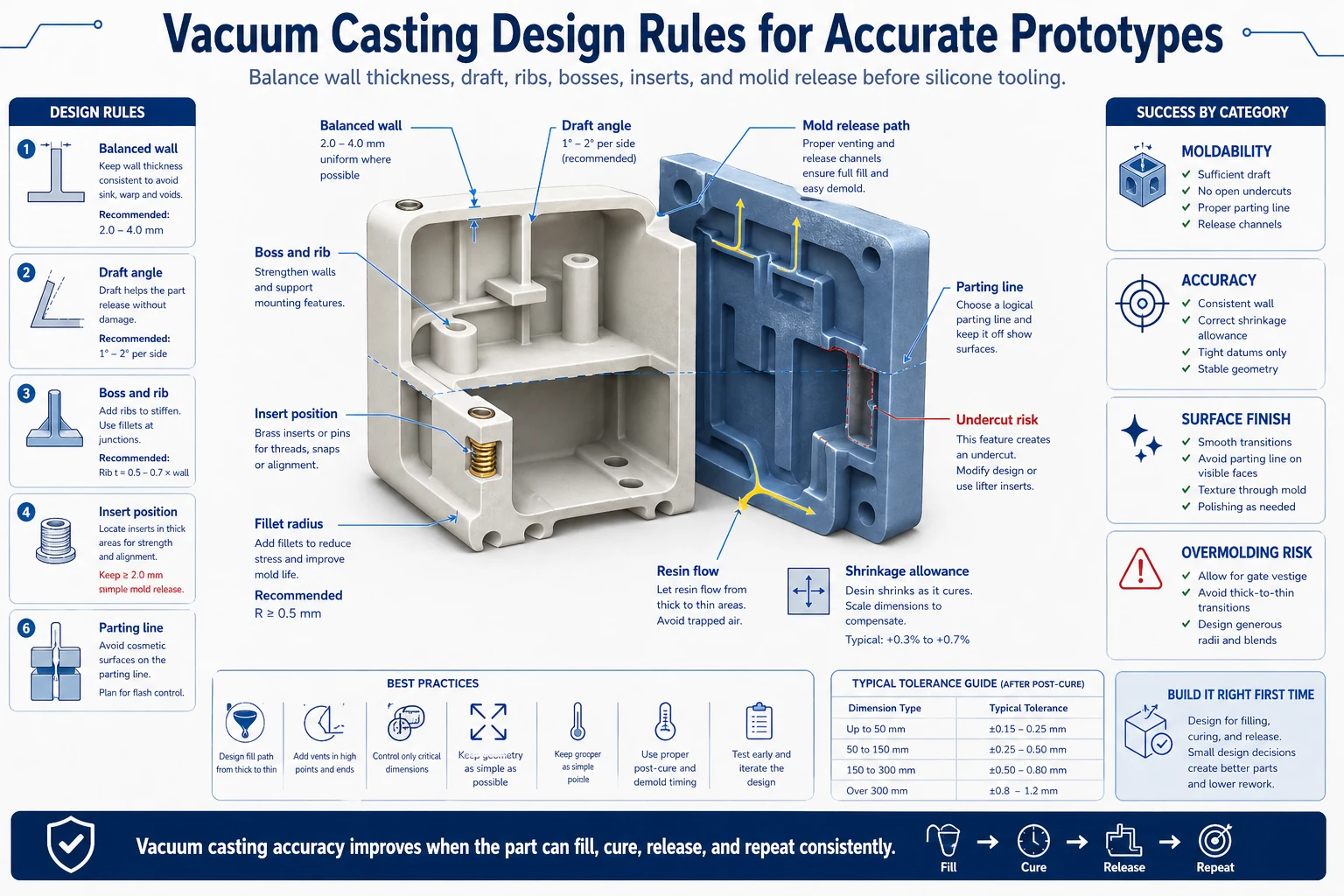
Wall thickness
Uniform wall thickness is one of the most important design controls in vacuum casting. If one region is much thicker than the surrounding structure, resin curing and cooling become uneven. That can lead to distortion, weak transitions, local sink, or cosmetic inconsistency. For many small and medium parts, a minimum wall thickness around 0.75 mm to 1.5 mm is a practical starting point, while larger parts often need more robust sections.
The goal is not simply to make everything thick. The goal is to keep sections balanced enough that the tool fills cleanly and the part cures predictably. If a region needs more stiffness, a rib or geometric reinforcement is usually better than adding uncontrolled solid mass.
Bosses and ribs
Bosses should be dimensioned with care because they are common sites for local sink or collapse. A practical rule is to keep boss walls under about 60% of the surrounding nominal wall where possible. That helps reduce heavy local mass while still supporting fastening or assembly functions.
Ribs and gussets are similarly useful for increasing stiffness across larger flat zones. Instead of thickening the whole wall, designers can use well-proportioned ribs to improve stability and reduce warpage. Rib thickness should generally stay below the nominal wall thickness, and rib height should remain proportionate to avoid creating fragile unsupported features.
Undercuts, embossed details, and draft
Vacuum casting can tolerate more complex geometry than some tooling-based methods, but undercuts still affect mold complexity and demolding risk. Hidden or aggressive undercuts can make the silicone tool harder to open cleanly and can reduce tool life. As a practical guideline, shallow undercuts are preferred, and the geometry should be reviewed carefully if extraction depth begins to grow significantly.
Embossed or debossed logos and text also need geometric discipline. If the detail is too shallow, it will not read clearly. If spacing is too tight, small features may blur or damage during release. In many practical cases, at least about 1 mm of depth or height and around 1 mm of stroke width and spacing provide safer readability for molded-looking prototype parts.
Draft angles still matter in silicone tooling. A light taper on vertical walls helps the part release with less stress, reduces local tearing risk, and supports more consistent surface quality over repeated casts. A 1 to 2 degree draft is often a good starting target, although the final value should follow geometry and resin behavior.
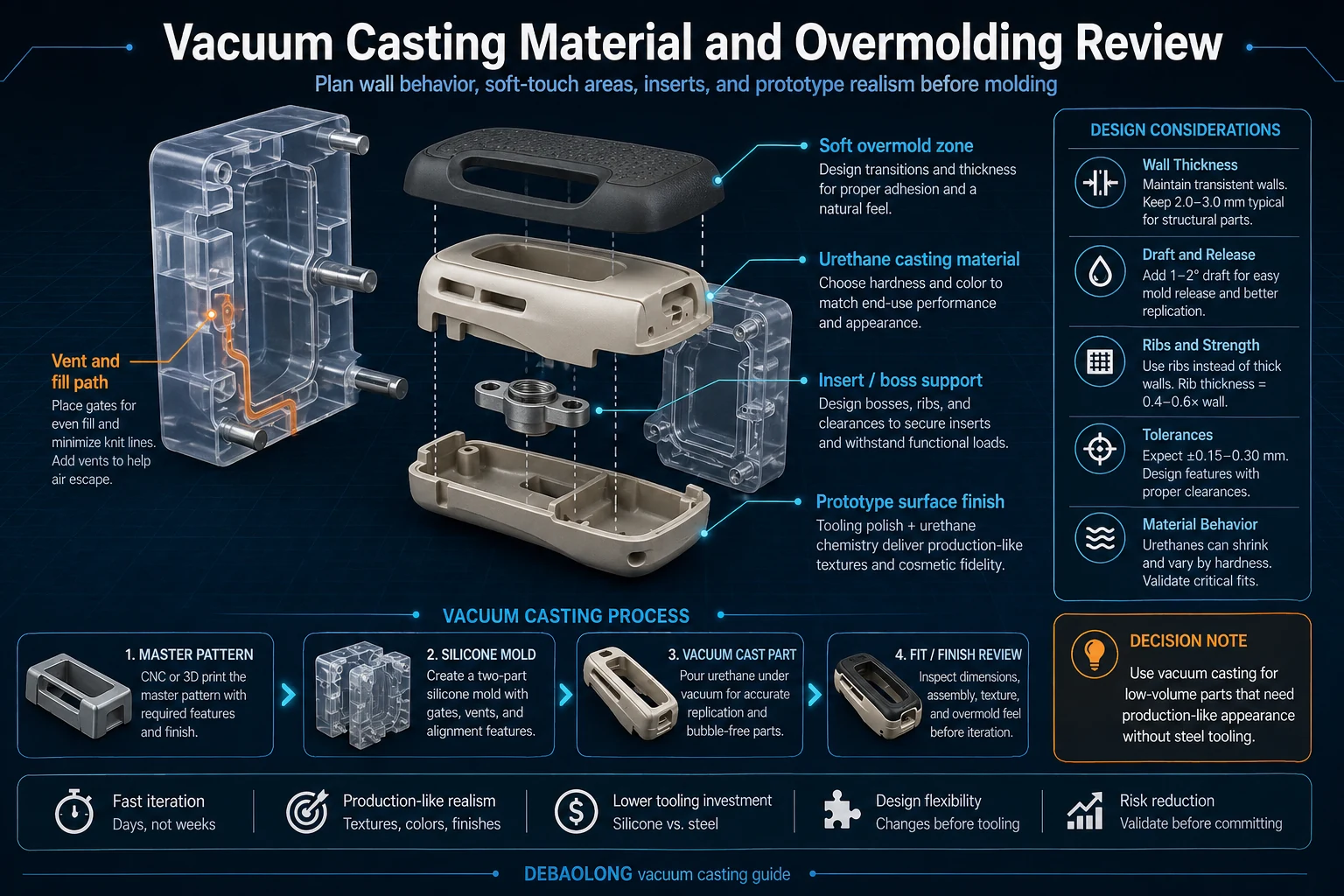
Designing around material behavior and overmolding
Material selection is not separate from geometry. Resin flexibility, stiffness, temperature resistance, and surface behavior all influence how a part should be designed. If the resin is soft or flexible, the shape must tolerate deflection without harming function. If the resin is rigid, the design should avoid local stress concentration that could lead to cracking or brittle failure.
Vacuum casting can also support overmold-like prototype strategies for grips, housings, medical components, consumer products, and automotive trim details. Polyurethane combinations are especially common for soft-touch zones and early ergonomic testing. In those applications, insert positioning, interface geometry, and alignment strategy all become part of the DFM review.
Overmolded or insert-based vacuum-cast parts often work best when the designer plans insert location, assembly loads, and fixture logic in advance. If several inserts must be held precisely, a CNC-machined fixture may still be the safest way to maintain alignment inside the casting setup.
Best-practice summary for engineering teams
Vacuum casting performs best when teams treat it as a real manufacturing process, not only a visual prototyping shortcut. Balanced walls, controlled boss geometry, well-proportioned ribs, shallow undercuts, clear embossed detail, light draft, and resin-aware design all contribute to better part quality and longer mold life. The most reliable projects are usually the ones reviewed early, before the master pattern is finalized.
At DEBAOLONG, we use vacuum-casting reviews to connect geometry, resin selection, expected quantity, cosmetic standards, and downstream assembly needs. That approach helps customers avoid weak sections, protect silicone tooling, and get production-like sample parts that are far more useful for design validation than generic placeholder prototypes.
For related process planning, review how DFM improves prototyping, compare with high-volume production planning, and see how on-demand manufacturing supports small parts.
FAQ
What is vacuum casting best used for?
It is best used for low-volume prototype and bridge-production parts that need production-like appearance and realistic material behavior without steel tooling.
Why is wall thickness so important in vacuum casting?
Uneven wall thickness changes how resin fills, cools, and cures, which can increase distortion, local weakness, and cosmetic inconsistency.
Can vacuum casting handle ribs, bosses, and undercuts?
Yes, but those features must be designed with silicone tool behavior in mind so the mold can release cleanly and survive repeated use.
Related Engineering Resources