A detailed SLA resin 3D printing guide covering feature size, wall thickness, tolerances, hollowing, drain holes, fillets, markings, supports, orientation and suction-cup risk.
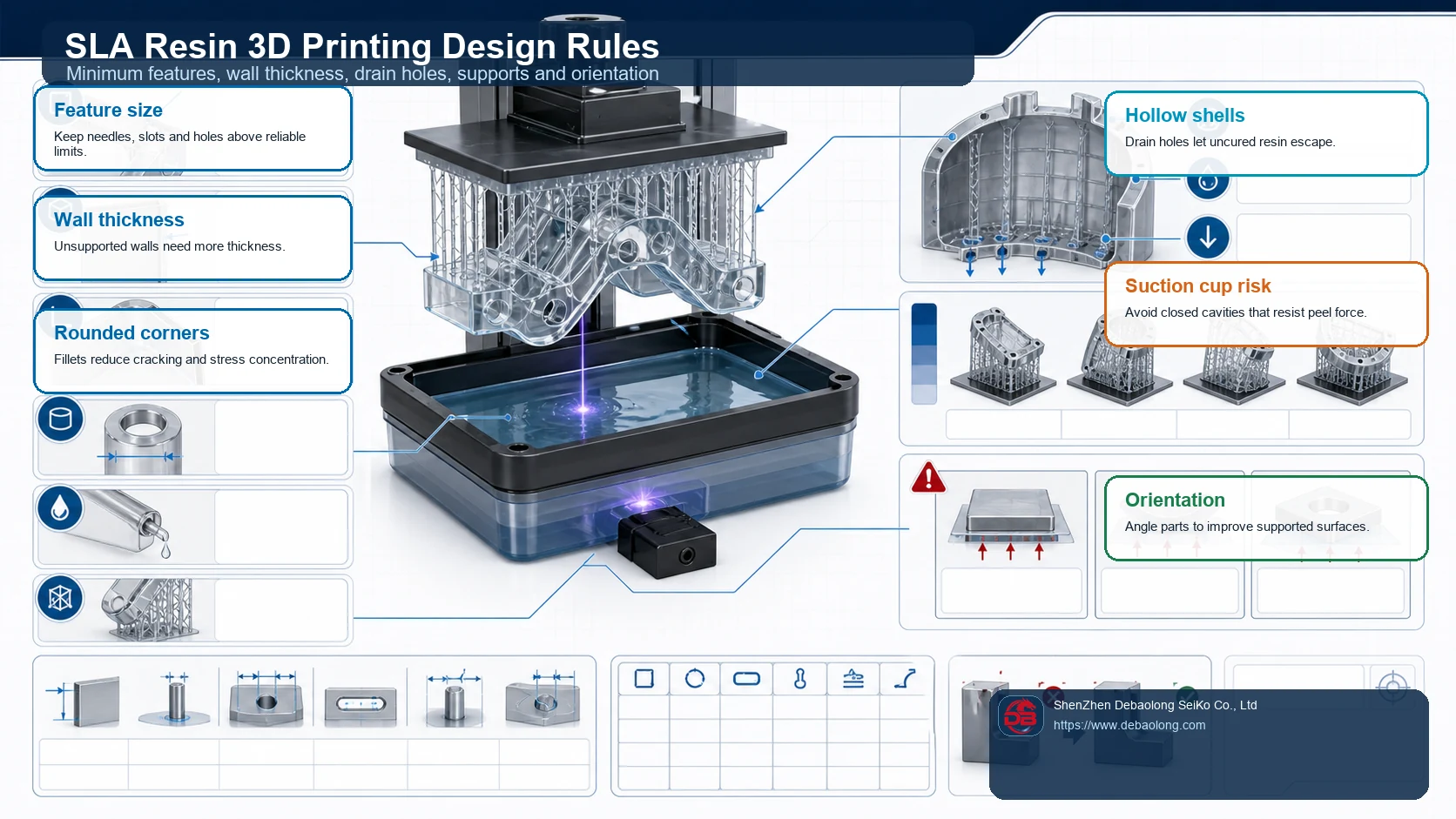
SLA Design Is About Precision and Process Physics
Stereolithography can produce fine detail, smooth surfaces and crisp resin parts, but the process is sensitive to feature size, resin flow, support placement and peel forces. A resin part that is beautiful in CAD can fail during printing if it creates trapped volumes, unsupported walls or delicate details below practical limits.
The design objective is to preserve detail while giving the printer, resin and post-processing team a stable path to success. That means thinking about exposure, layer separation, drainage, support removal and final curing before the model is exported.
Minimum Features, Wall Thickness and Tolerances
Needles, pins, slots, holes and raised details must be large enough to form reliably. Very small positive features can break during washing or support removal. Very small negative features may close or fill with resin. Wall thickness also depends on whether the wall is supported, how tall it is and whether it must resist load after curing.
SLA can hold fine detail, but tolerances should still be assigned according to function. A display model, a sealing prototype and a fixture insert do not need the same tolerance strategy. Resin shrinkage, orientation and post-cure behavior can affect final dimensions, especially on larger parts.
Hollowing, Drainage and the Suction-Cup Effect
Hollowing reduces resin use and weight, but every hollow volume needs drain holes that allow uncured resin to escape. Drainage is not only about cleaning. If a cavity remains sealed during printing, it can create pressure and suction forces as the part separates from the vat film.
The suction-cup effect is a common cause of failed resin prints. Closed cups, broad horizontal cavities and trapped volumes can resist peel motion, distort thin walls or pull the part from supports. Drain holes should be placed near low points in the build orientation and should support both resin flow and washing access.
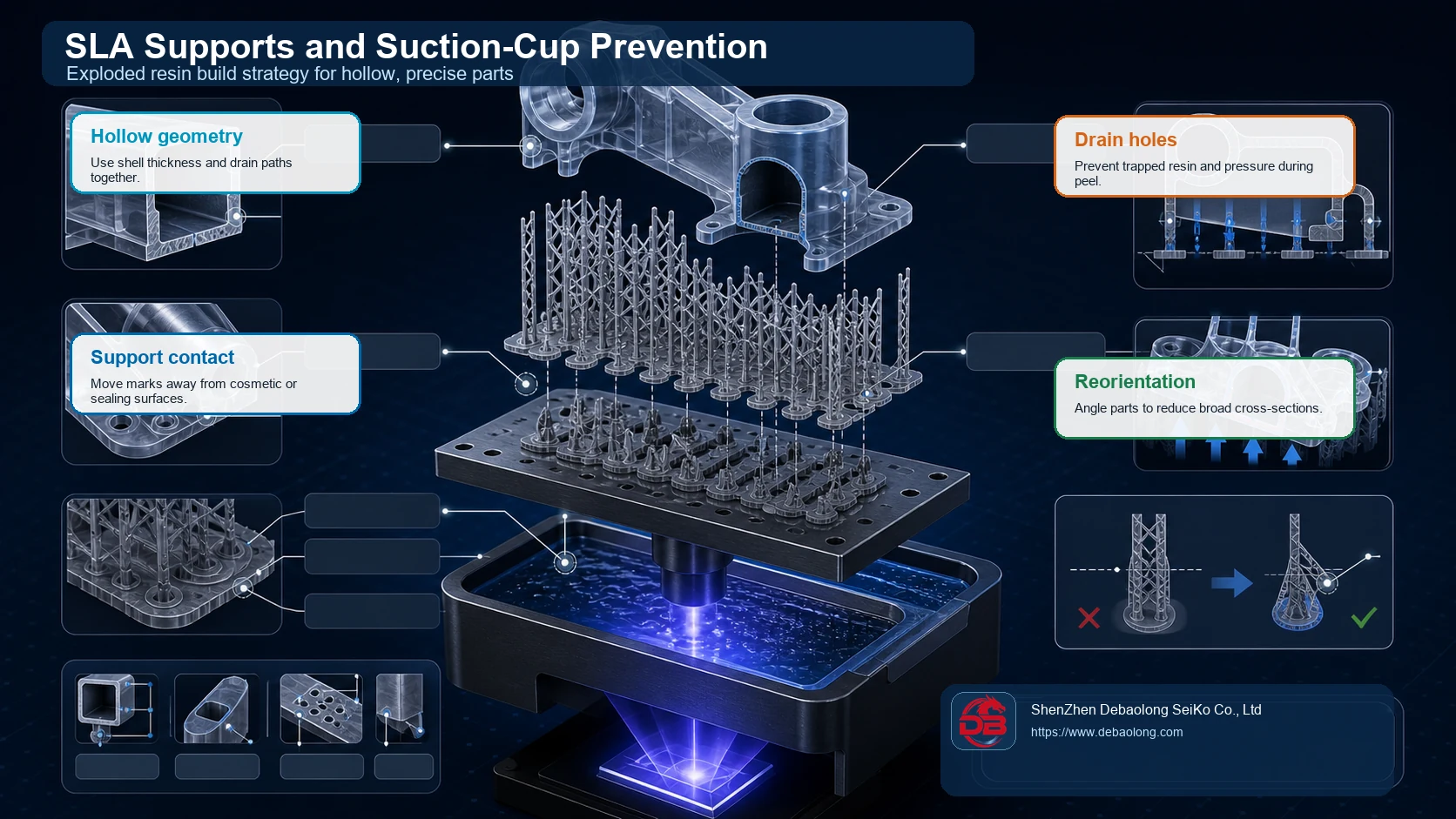
Fillets, Markings and Support Contact
Sharp internal corners concentrate stress and may crack during handling or service. Small fillets often improve durability without changing the visible design intent. Raised or recessed text should be sized for the resin, surface finish and viewing distance; tiny text may technically print but become unreadable after finishing.
Supports are a manufacturing feature, not an afterthought. Contact points should be moved away from cosmetic faces, sealing surfaces and precision mating areas when possible. The part should be oriented so that supports carry the build loads while minimizing scars on important surfaces.
Orientation Strategy
Orientation affects surface quality, support count, dimensional accuracy, drainage and print time. Angling a part can reduce broad cross-sections and lower peel force. It can also move layer lines away from cosmetic faces or make holes drain more naturally. The best orientation is rarely the one that looks most convenient in CAD.
These rules complement DEBAOLONG’s earlier SLA 3D printing design tips, but they should also be compared against material behavior. Resin choice changes flexibility, heat resistance, brittleness, transparency and post-cure requirements; the broader 3D printing materials selection guide can help narrow that decision.
Design Review Before Printing
Before ordering or releasing an SLA part, review minimum features, wall thickness, unsupported spans, drain paths, support marks, tolerance-critical faces and post-processing access. A short DFM review can prevent a beautiful but fragile resin model from becoming a repeated production problem. That workflow is the same principle described in DEBAOLONG’s DFM prototyping guide: identify process limits early, when changes are still easy.
SLA is at its best when the design uses its strengths deliberately: fine detail, smooth surfaces and precise visual models. It becomes risky when the model ignores resin flow, peel force and support removal. The best parts respect both the geometry and the machine.
Related Engineering Resources