A practical MJF 3D printing design guide covering wall thickness, thin features, hollowing, powder escape, clearances, flat surfaces, snap-fits, deep holes and markings.
MJF Rewards Functional Design
Multi Jet Fusion is well suited to functional nylon parts, especially when the geometry benefits from powder-bed freedom: lattices, enclosed channels, integrated clips, small production batches and assemblies consolidated into one print. The process does not need support structures in the same way resin or extrusion processes do, but it still has clear design boundaries.
Good MJF design balances strength, heat behavior, powder removal, dimensional accuracy and surface texture. The goal is not to make the thinnest possible part. It is to create a part that prints consistently, depowders cleanly, survives use and remains economical across the intended volume.
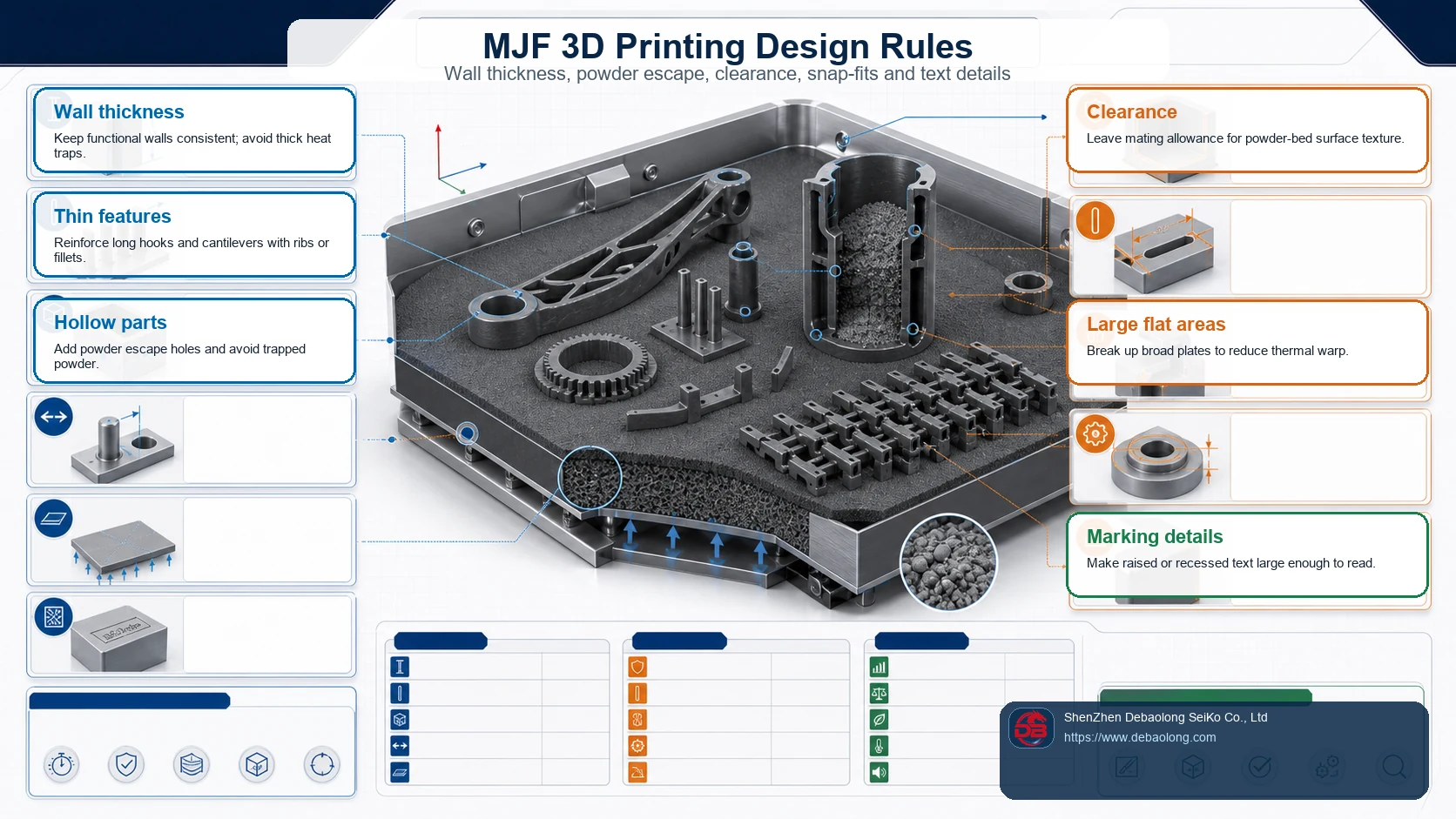
Wall Thickness and Thin Features
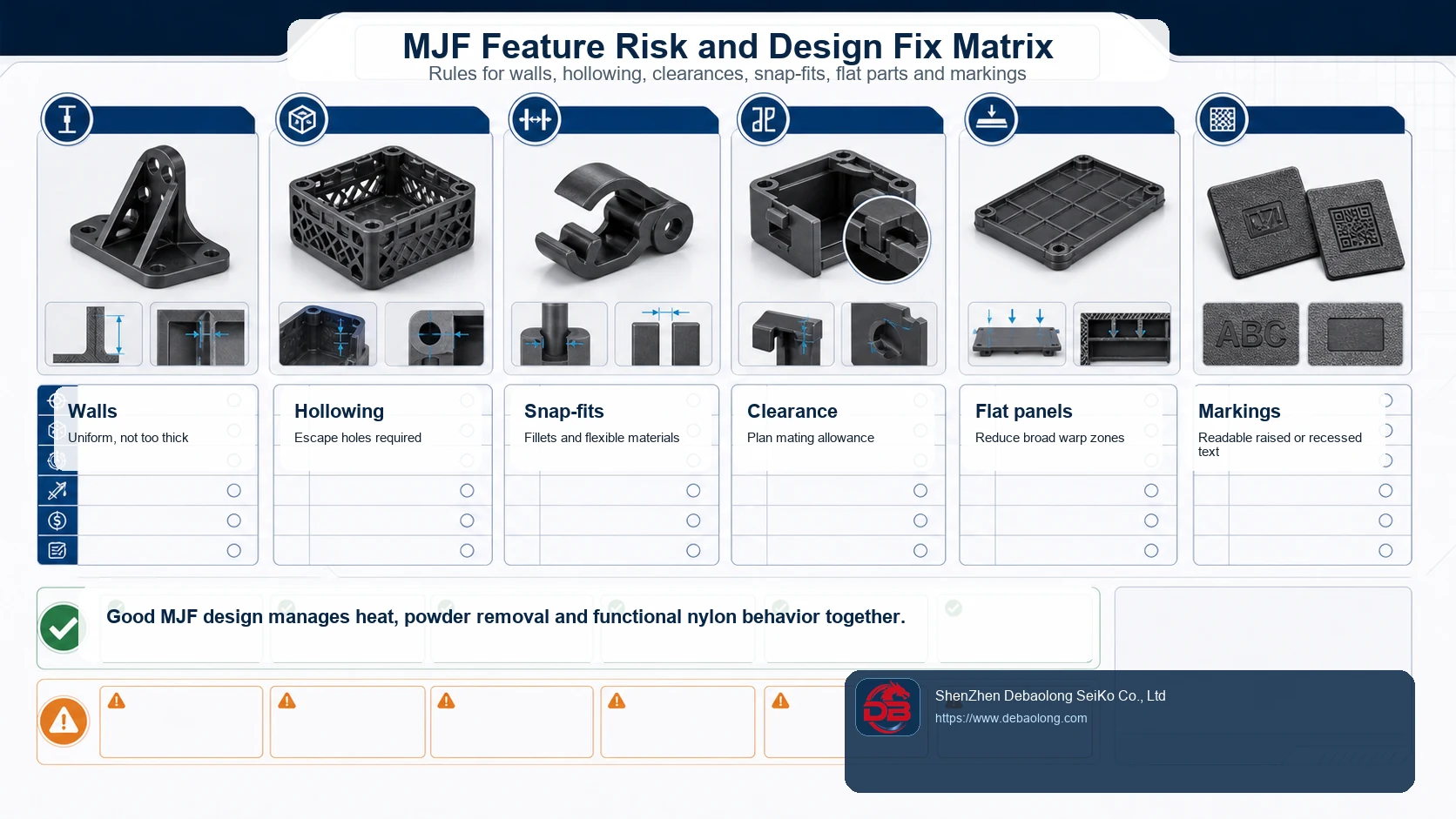
Uniform wall thickness helps reduce heat concentration and uneven cooling. Thick blocks may trap heat, increase material use and create dimensional drift. Very thin walls, long hooks and cantilevered features can deform, break during depowdering or lose stiffness in service. Ribs, fillets and local thickening are often better than making the entire shell heavier.
Small pins, thin blades and isolated posts should be treated cautiously. They may print, but production reliability depends on orientation, feature length, local support from surrounding geometry and the loads they will see after printing.
Hollowing, Powder Escape and Deep Holes
Hollowing reduces material and weight, but enclosed cavities need powder escape paths. If powder cannot be removed, the part may be heavier than expected, and trapped material can affect function or cleanliness. Escape holes should be large enough for practical depowdering and placed where air flow or mechanical agitation can reach the internal volume.
Deep holes and long channels are similar. Powder can bridge, pack or remain hidden inside narrow passages. A design that looks open in CAD may still be difficult to clean after printing. When internal passages are critical, build orientation and post-processing access should be reviewed before release.
Clearance, Snap-Fits and Moving Assemblies
MJF surfaces have a fine powder-bed texture, and mating features need allowance for that texture plus normal dimensional variation. Clearance values should reflect the required fit: a cosmetic cover, a sliding joint and a functional hinge do not need the same spacing.
Snap-fits are possible with nylon, but the geometry must avoid sharp roots and brittle stress concentrations. Flexible arms benefit from generous fillets, controlled thickness and enough length to bend without overstress. If the part will be assembled repeatedly, the design should be tested in the actual printed material rather than judged only from CAD.
Large Flat Areas, Warping and Markings
Large flat panels can warp because broad areas cool and shrink unevenly. Ribs, curvature, segmented geometry or lattice structures can improve stiffness without creating a thick heat sink. Designers should avoid turning every flat surface into a heavy slab.
Text, logos, QR codes and serial markings need enough height or depth to remain readable after printing and finishing. Raised or recessed text can work well, but tiny characters disappear quickly on textured nylon. Marking surfaces should be planned like functional features, especially for traceability.
When to Use MJF in a Manufacturing Plan
MJF is strongest when design flexibility, assembly consolidation and moderate production volume matter more than glossy cosmetic finish. It pairs well with engineering polymers, especially when teams compare resin, powder-bed and machining options through a broader 3D printing materials selection process.
For production programs, MJF should be reviewed through the same DFM discipline used for molded or machined parts. DEBAOLONG’s article on design for manufacturing in prototyping explains how early manufacturing input prevents expensive late changes. For high-detail resin alternatives, compare these rules with SLA 3D printing design tips before choosing the final process.
Related Engineering Resources