A practical guide to flexible 3D printing materials, Shore hardness, TPU, TPE-like resins, FPU, silicone-like materials, design rules and validation methods.
Flexibility Starts With Shore Hardness
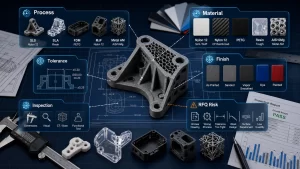
Flexible 3D printing materials are selected by feel, deformation, recovery and durability. Shore hardness is the first useful guide: a soft gasket, a wearable strap and a semi-rigid living hinge need different hardness ranges even if all are called flexible.
Material datasheets are helpful, but flexible part behavior is highly geometry-dependent. Wall thickness, lattice density, bend radius and print orientation can change performance as much as the base polymer. Start with the broad 3D printing material selection question, then refine by hardness and load case.
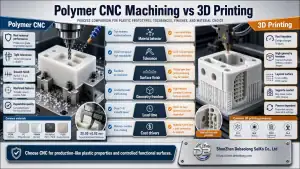
TPU and TPE-Like Materials
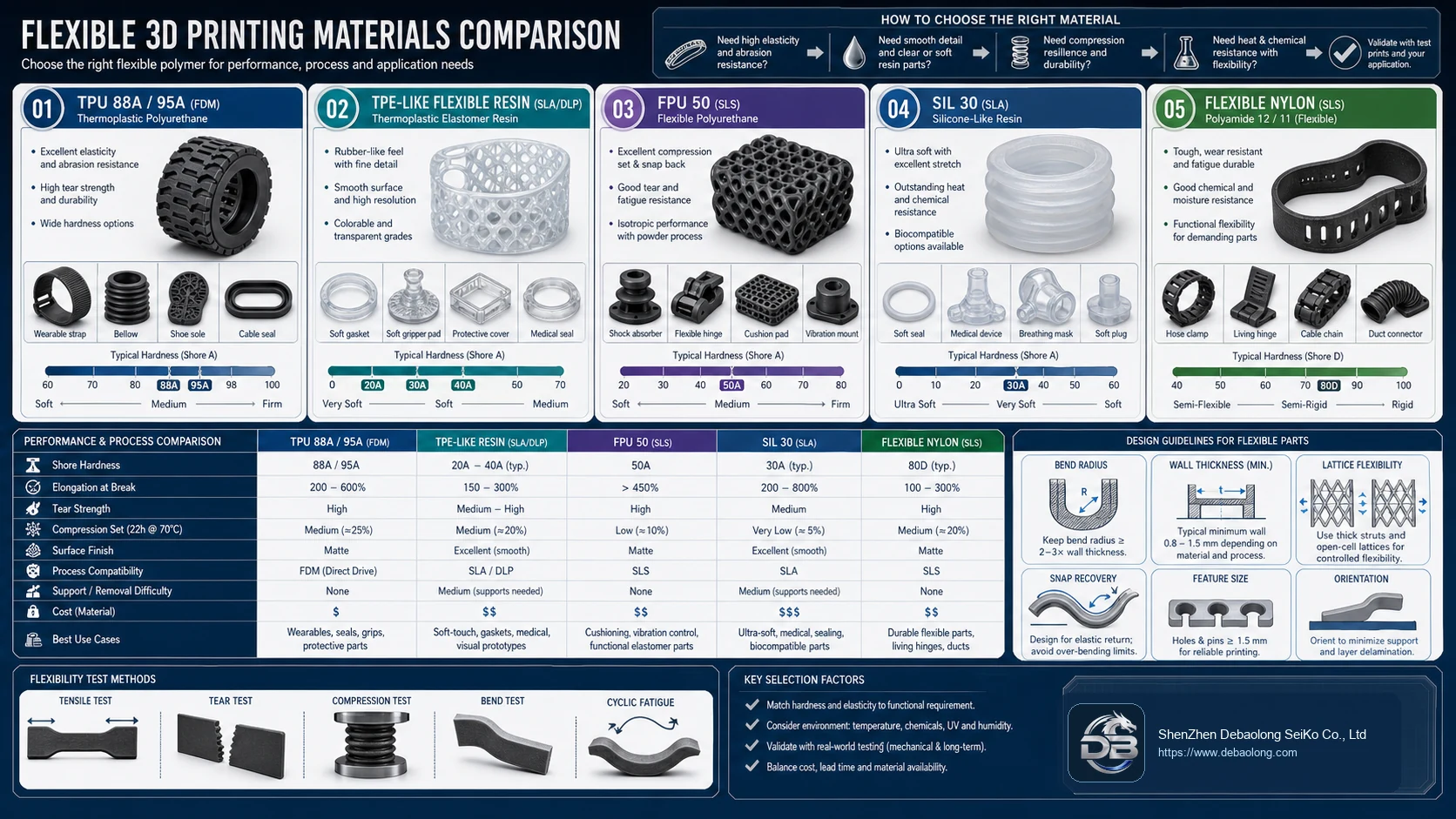
TPU is a common flexible polymer for FDM-style printing. It can be used for seals, grips, bumpers, straps and protective parts. Softer grades are more compliant but harder to print consistently. Firmer grades may be easier to process and better for wear-resistant flexible components.
TPE-like flexible resins and silicone-like photopolymer options can produce soft-touch parts with smoother surfaces, but support removal, tear resistance, post-cure and long-term compression behavior need review.
FPU, Silicone-Like and Flexible Nylon
FPU-type materials can support snap-back behavior and repeated flexing when the geometry is designed well. Silicone-like materials can be useful for soft prototypes, seals and medical-style models, but they should not be assumed to match molded silicone in every property.
Flexible nylon options, especially in powder-bed processes, can be useful when the part needs toughness, chemical resistance and durable semi-flexibility rather than a soft rubber feel.

Design Rules
Increase bend radius, avoid sharp internal roots, maintain consistent wall thickness and use lattice structures when stiffness must be tuned. A narrow hinge with a sharp root may fail quickly even if the material itself is flexible.
Flexible designs deserve DFM review before production. Cyclic fatigue, compression set and surface wear should be validated on real printed samples, following the same early-risk mindset used in DEBAOLONG’s DFM workflow.
Validation
Test the part in the actual environment: strain level, number of cycles, temperature, chemical exposure and contact pressure. For smooth resin alternatives, compare support and post-processing constraints with SLA design rules before committing to a material.
Related Engineering Resources