Polymer CNC machining is the better choice when a plastic part must be cut from real engineering stock, hold practical machined tolerances, and keep functional surfaces, threads, holes, or flatness under control. Compared with 3D printing, it is usually stronger for production-intent material behavior, tight mating features, controlled surface finish, and parts that will be tested like final-use components. The trade-off is design freedom: CNC requires tool access, fixturing, chip evacuation, and realistic wall thickness, so very complex internal channels may still favor additive manufacturing. For DEBAOLONG’s CNC machining projects, polymer parts are reviewed by material, tolerance, finish, geometry, inspection, cost, and lead time before production begins.
Polymer CNC Machining or 3D Printing?
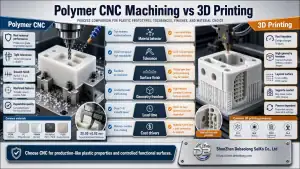
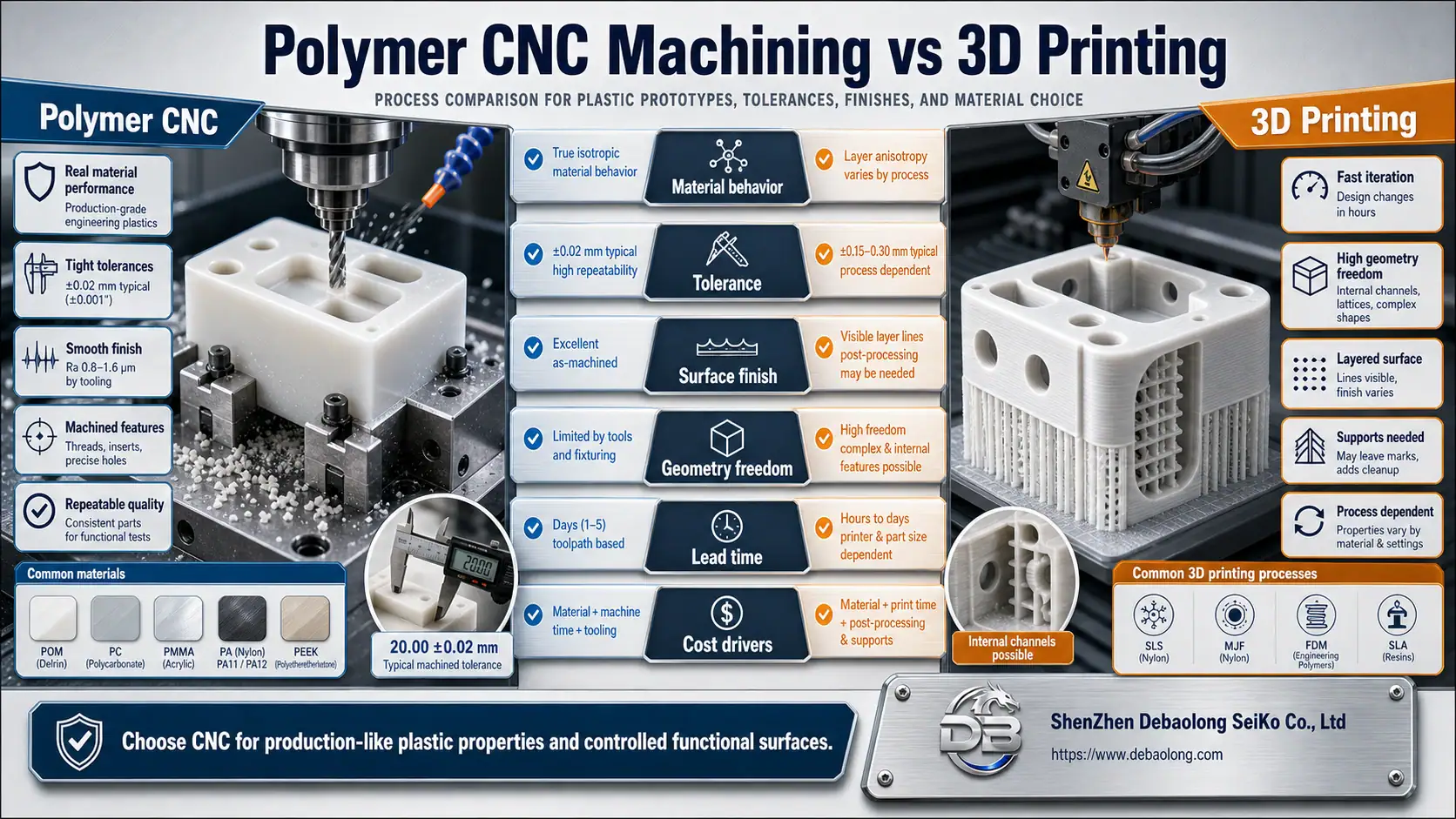
The source article compares polymer CNC machining with 3D printing as two practical ways to make plastic prototypes and functional parts. CNC machining starts from solid plastic stock and removes material with cutting tools. 3D printing builds the part layer by layer. Both processes are useful, but they answer different engineering questions.
CNC machining is usually preferred when the project needs real plastic stock properties, better control of flat features, accurate holes, threads, sealing faces, bearing seats, or parts that must behave like machined production components. 3D printing is useful when geometry changes quickly, internal channels are needed, tool access is impossible, or early iteration speed matters more than final material equivalence.
Material Selection for Machined Polymers
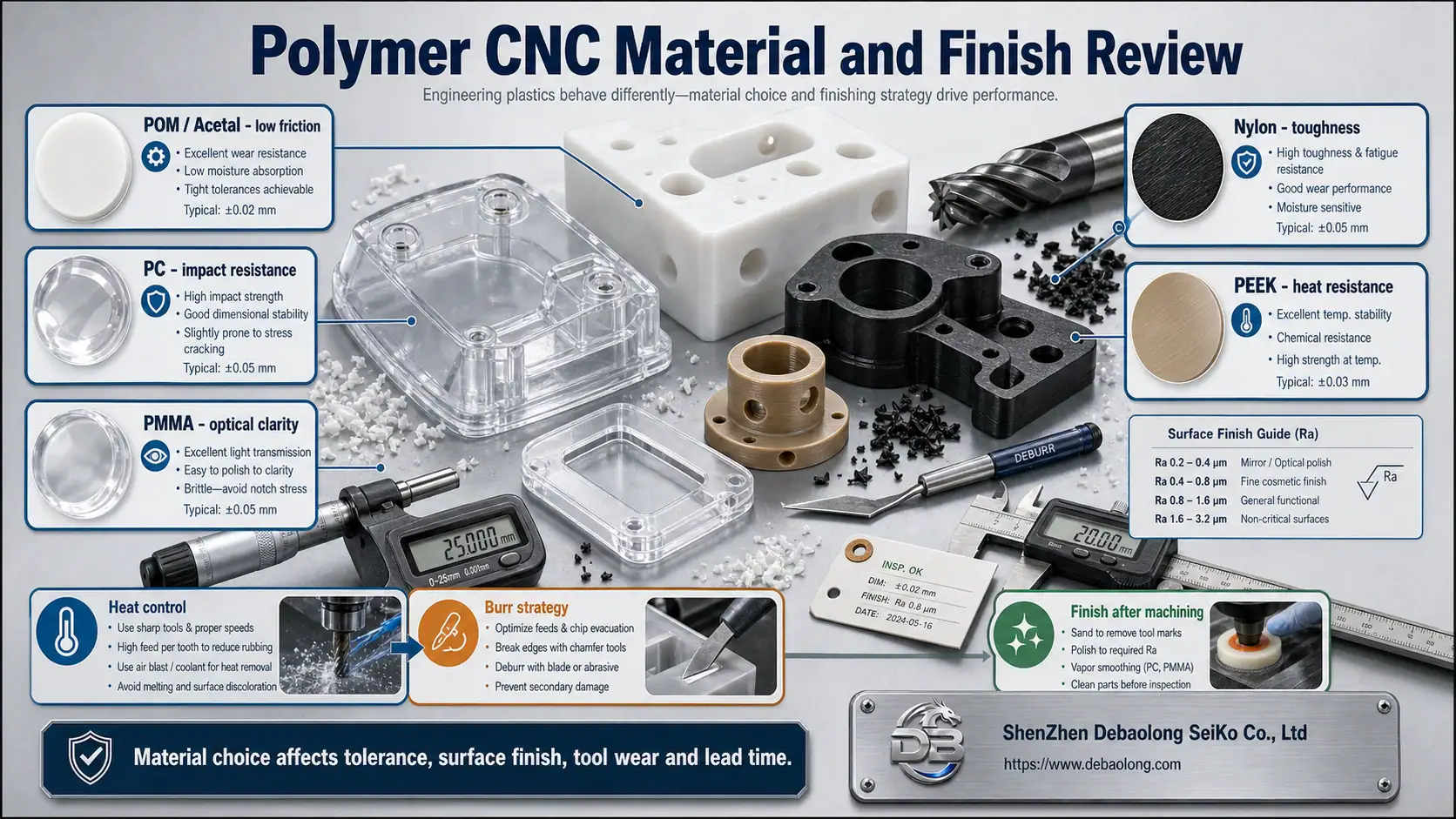
Material selection is the largest technical decision in polymer CNC machining. Common choices include ABS for balanced utility, POM or acetal for low friction and dimensional stability, polycarbonate for impact resistance and transparency, PMMA for optical clarity, nylon for toughness, and PEEK for high-temperature and chemical resistance. Compare plastic options through DEBAOLONG’s all materials library before locking the design.
Every polymer machines differently. Some plastics form stringy chips. Some soften with heat. Some absorb moisture, move after stress relief, or require careful clamping to avoid deformation. Tool sharpness, feed rate, chip evacuation, coolant strategy, and workholding all affect final tolerance and surface finish.
Tolerance and Geometry Considerations
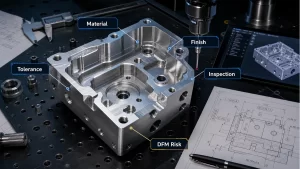
Polymer parts should not simply copy metal-part tolerance expectations. Plastics can expand, relax, creep, or move with temperature and humidity. Thin walls may deflect during cutting. Long unsupported features can vibrate. Deep pockets and small holes still require tool access, just like metal CNC parts.
A good DFM review checks wall thickness, corner radius, pocket depth, hole size, thread depth, flatness, and whether the part can be clamped without marking or distortion. Critical interfaces should be identified clearly so only the functional areas receive tight tolerances.
Post-Processing and Surface Finish
Post-processing for machined polymers can include deburring, polishing, vapor smoothing, bead blasting, painting, coating, or hardware insertion. The right finish depends on the material and application. A polished acrylic window has different requirements from a black acetal bearing surface or a nylon functional bracket.
Designers should remember that finishing can change edges and dimensions. Burr removal around holes, cosmetic polishing, and assembly preparation should be planned before tolerance release, not treated as an afterthought.
Cost, Lead Time, and DFM Review
Cost is driven by material price, stock size, tool access, setup count, cycle time, tolerance, finish, and inspection method. PEEK or transparent PC can be more expensive to machine than acetal or ABS. Thin walls, deep cavities, tight tolerances, and cosmetic polishing add risk and lead time.
Polymer CNC machining can also bridge early 3D printing prototypes and later injection molding when the team needs real material behavior before tooling. The manufacturing engineering knowledge center can help compare CNC machining, additive manufacturing, and molding routes for plastic parts.
When Polymer CNC Is the Better Route
Polymer CNC machining is often the better route for functional prototypes, test fixtures, electronic housings, fluid blocks, wear parts, transparent covers, and low-volume plastic components that need controlled fits. It is also useful when designers need to test a part in the same family of plastic expected for production.
DEBAOLONG reviews plastic CNC projects for material, geometry, tolerance, surface finish, cost, lead time, and inspection risk. The goal is not only to machine the shape, but to release a plastic part that can be measured, assembled, and tested with confidence.
Related Services
Related DEBAOLONG capabilities include CNC machining, 3D printing, injection molding, material selection support, and manufacturability review for custom plastic parts.