


Robotic end effectors and motion modules often need protective covers that are light, rigid, easy to mount and clean enough for repeated operation. A cover may protect cables, pneumatic fittings, sensors, small motors or moving mechanisms, but it should not add unnecessary mass to the robot wrist or block service access. For this reason, lightweight aluminum covers are common in automation hardware where stiffness, appearance, heat behavior and machined precision matter.

Why Aluminum Covers Are Used in Robotic Hardware
Aluminum covers provide a practical balance of weight, machinability, stiffness and surface finish. Compared with steel covers, aluminum can reduce moving mass on the end effector or linear module. Compared with plastic covers, machined aluminum can provide better rigidity, heat tolerance and threaded mounting features. In some applications, aluminum also gives a premium surface appearance after bead blasting, anodizing or hard anodizing.
These parts are usually not simple cosmetic shells. They may include mounting bosses, cable exits, sensor windows, pocketed weight-reduction areas, alignment faces and service openings. Debaolong supports these components as part of broader robotics and automation components, especially when covers must match CNC brackets, automation fixtures, sensor mounts and assembly hardware.
Common Cover and Housing Types
- End-effector covers: protective housings around gripper adapters, fittings, wires and lightweight tooling interfaces.
- Motion module covers: aluminum shells for linear slides, compact actuator modules or machine-mounted movement systems.
- Sensor housings: covers that protect camera, proximity sensor or encoder hardware while keeping alignment stable.
- Motor and coupling covers: guards around compact drive areas where service access and safety are required.
- Prototype covers: CNC machined or printed validation parts used before the final production route is selected.
Lightweighting Without Losing Stiffness
Lightweight design is not only about removing material. If a cover becomes too thin, it may vibrate, distort during clamping or fail to hold fasteners properly. Weight-reduction pockets should be placed where they do not weaken mounting bosses, sealing faces or cable exits. Ribs can help maintain stiffness, but they need enough tool access and corner radii for CNC machining.
For robotic end effectors, every gram at the wrist can affect acceleration, payload and cycle stability. However, excessive pocketing can increase machining time and cost. A practical design keeps material around screws, dowel locations, bearings or sensor alignment areas, while removing material from non-critical regions. This same tradeoff appears in CNC machined robotic brackets and end-of-arm tooling parts.
CNC Machining Considerations
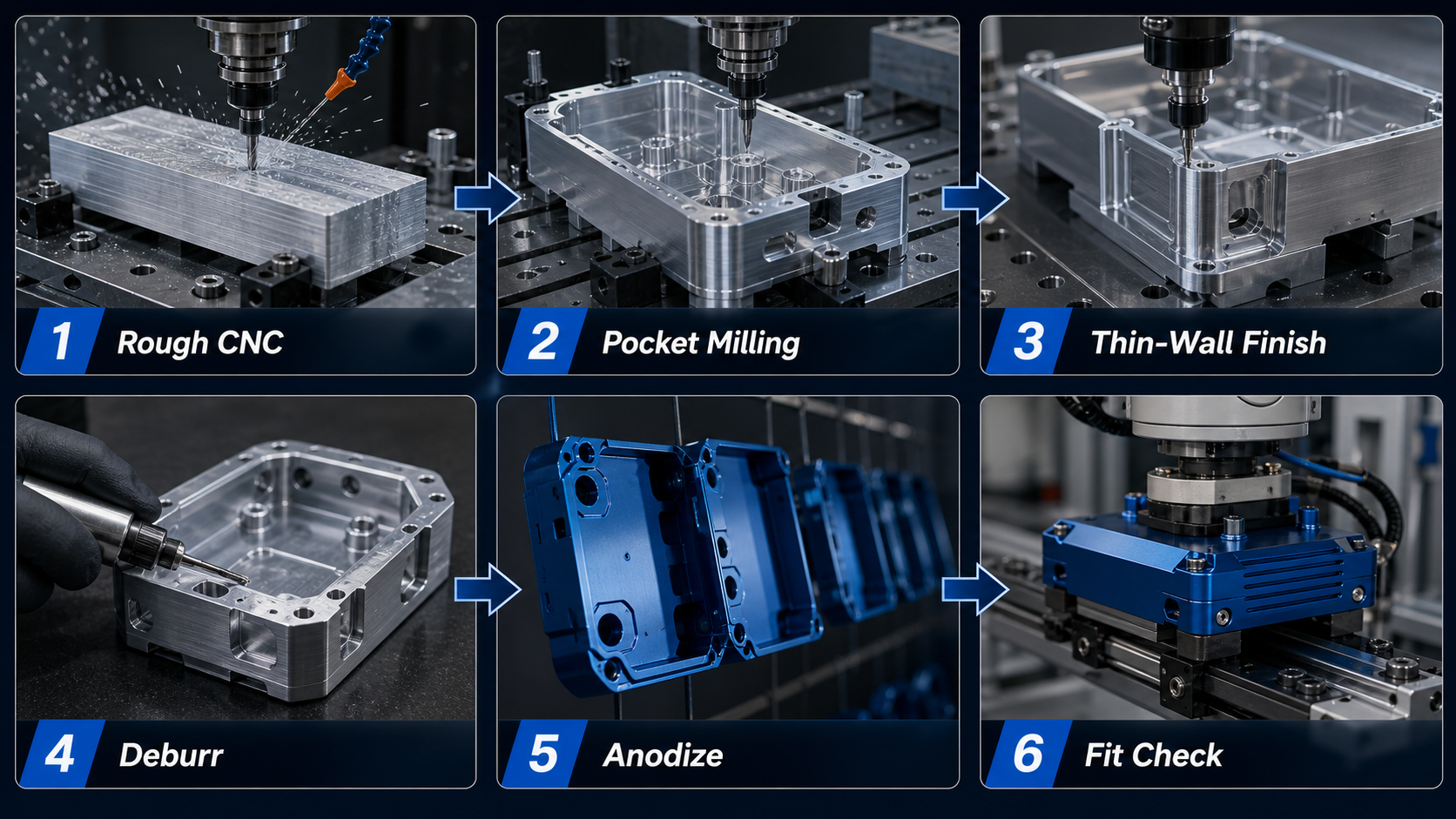
Many lightweight aluminum covers are produced by CNC machining from billet or pre-machined stock. The process route may include rough milling, pocket machining, thin-wall finishing, drilling, tapping, chamfering and deburring. If the geometry is deep or thin, machining sequence becomes important because wall distortion can occur after material removal.
- Wall thickness: define realistic minimum walls according to part size, stiffness and machining access.
- Internal radii: avoid sharp internal corners that require tiny tools or electrical discharge machining.
- Mounting bosses: leave enough material for threads, inserts or repeated assembly.
- Cable exits: radius and deburr cable openings to avoid wire damage.
- Setup surfaces: keep stable reference areas for machining and inspection.
Surface Finish and Anodizing
Surface finishing is often important for robotic aluminum covers because these parts are visible and handled during maintenance. Natural anodizing, black anodizing, blue anodizing or hard anodizing may be used depending on appearance, wear and corrosion expectations. Bead blasting before anodizing can create a consistent matte surface, while machined highlights can be preserved if specified clearly.
Designers should mark cosmetic surfaces, masked areas, threaded holes and any contact areas that should remain conductive. If a cover supports grounding or shielding, the finish plan should be discussed before production. External references such as Aluminum Association resources can support material discussions, while the final finish should follow project drawings and customer requirements.
Assembly Fit, Cable Clearance and Service Access
A good cover should be easy to install and remove. Screw access, cable routing, sensor clearance and tool approach should be checked before machining. If a cover goes around moving hardware, designers should verify the full movement envelope. If the cover is installed in a compact robot wrist, the surrounding cables, tubes and fittings may limit access more than the CAD model suggests.
Assembly checks may include screw fit, clearance to moving parts, cable bend radius, cover flatness and visual surface review. For prototypes, 3D printed covers can help validate space and service access. For production, CNC machined aluminum parts provide better strength and finish when tolerances and surface requirements are demanding.
RFQ Checklist for Lightweight Aluminum Covers
- 2D drawings and 3D CAD files for each cover or housing.
- Aluminum grade, finish, color and cosmetic surface requirements.
- Wall thickness, weight target and any stiffness requirements.
- Mounting hole, thread, insert and dowel location requirements.
- Cable exits, sensor windows, service access and clearance notes.
- Prototype quantity, production quantity and expected application environment.
- Inspection requirements for critical dimensions and assembly fit.
- Packaging requirements to protect anodized or cosmetic surfaces.
FAQ
Is CNC machining better than sheet metal for robotic covers?
It depends on geometry and requirements. CNC machining is useful for thick bosses, pockets, precise alignment and premium surfaces. Sheet metal is often better for larger thin covers, guards and panels.
How thin can an aluminum cover wall be?
The practical wall thickness depends on part size, material, tool access, stiffness and tolerance needs. Very thin walls can distort during machining or assembly, so early DFM review is recommended.
Can anodizing change part dimensions?
Anodizing adds and converts surface material, so it can affect tight fits, threaded areas and cosmetic surfaces. Critical fit areas should be defined clearly, and masking may be required where applicable.
Can Debaolong support prototype and production covers?
Yes. Debaolong can support prototype validation, CNC machined covers, surface finishing and inspection based on customer drawings, material requirements and quantity.
Need lightweight aluminum covers for robotic or automation hardware? Send drawings, STEP files, material requirements, finish expectations and quantity through the Debaolong contact page. The team can help evaluate a manufacturing route from prototype to production.




