Battery module compression plates and end plates look simple from a distance, but they often control how well a battery stack stays aligned, clamped and serviceable over time. These parts may sit at the ends of a cell group, support tie rods or fasteners, distribute clamping force, protect module edges and provide mounting interfaces for trays, brackets or enclosure structures. For engineers and purchasing teams, the important question is not only whether the plate can be machined. The question is whether the plate can be manufactured with stable flatness, clean holes, burr-free edges, suitable coating and repeatable assembly fit.
Where Compression Plates and End Plates Are Used
In battery energy storage systems, compression plates and end plates can appear in battery modules, cabinet-level subassemblies, test packs and prototype fixtures. Some designs use them mainly as structural end plates. Others use them as part of a larger stack-up where spacers, tie rods, insulating parts and metal brackets must all align correctly. The plate geometry may include clearance holes, counterbores, threaded holes, pockets, slots, edge reliefs, datum surfaces and coating masks.
These parts are closely related to other energy hardware such as battery trays, machined brackets and sheet metal enclosure structures. When the design is reviewed as a complete assembly instead of a single plate, it is easier to catch hole alignment risk, coating buildup, clearance conflict and maintenance access before production.
Common Part Features to Review
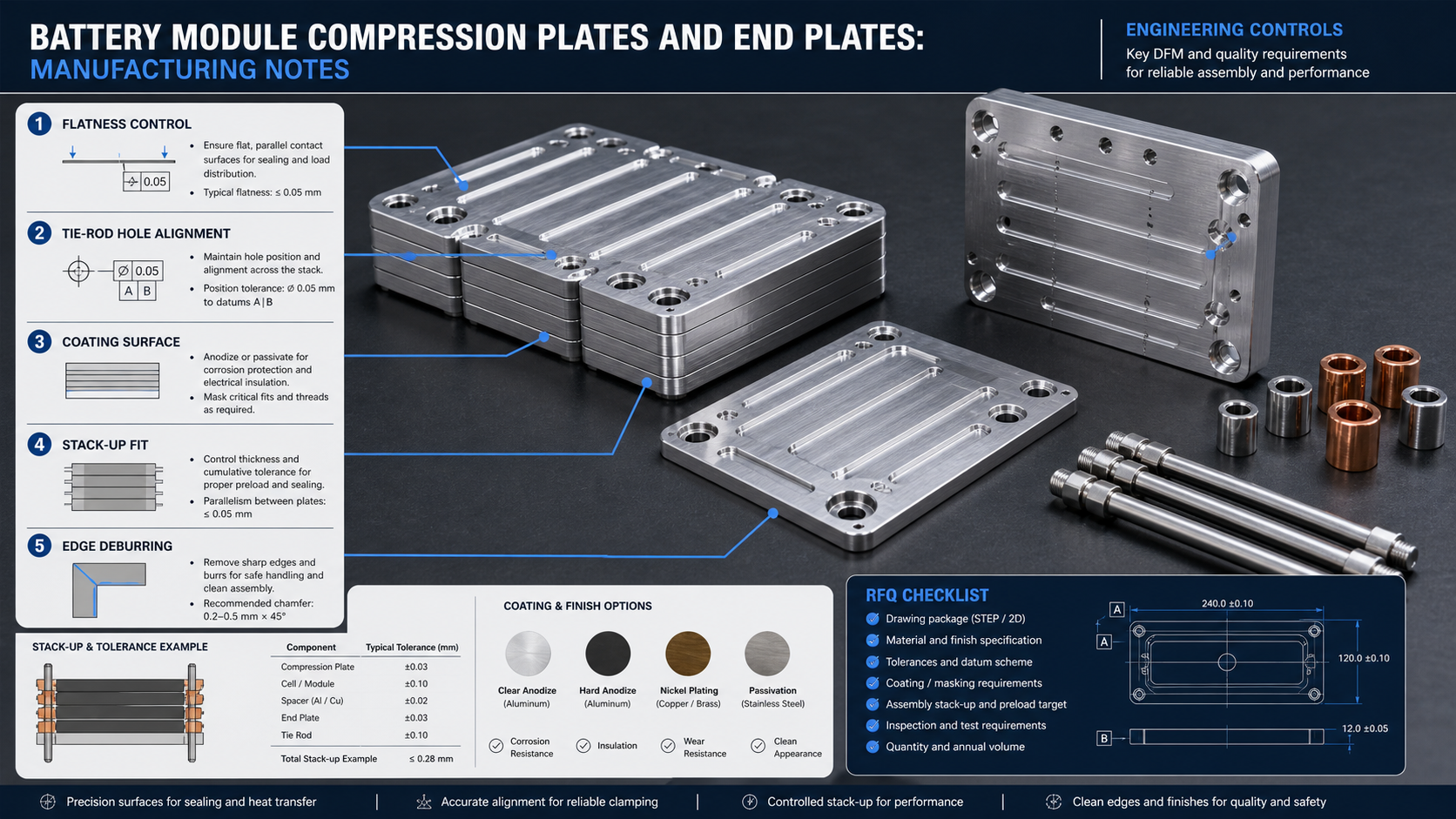
Compression plates and end plates commonly include long slots, lightening pockets, tie-rod holes, dowel holes, mounting faces and chamfered edges. On aluminum plates, CNC machining is often used to control hole positions, counterbores, datum faces and visible surfaces. Stainless steel or carbon steel may be used where strength, wear or cost requirements justify it. Copper details can appear around conductive or spacing features, but conductive surfaces should be clearly defined on the drawing if they are functional.
- Flat contact surfaces: define the clamping or assembly plane clearly.
- Tie-rod and fastener holes: control position, counterbore depth and burr condition.
- Edge treatment: call out chamfers or radius requirements where operators handle the part.
- Pockets and slots: avoid thin, weak walls unless weight reduction requires them.
- Coating masks: protect threads, datum faces or contact areas where coating buildup can affect fit.
Material and Process Considerations
Aluminum is often chosen for battery module end plates because it is lightweight, machinable and compatible with anodizing or other surface treatments. Carbon steel can provide stiffness at lower material cost but may need powder coating, plating or corrosion protection. Stainless steel can be useful for corrosion resistance or stronger threaded interfaces, although it is usually heavier and more expensive to machine. Engineering plastics may be used for spacers or insulation parts around the plate, but they should be reviewed separately because their tolerance behavior and thermal expansion are different from metal.
For CNC machined compression plates, early DFM review should confirm tool access, pocket depth, minimum corner radius and hole spacing. If the part is large and thin, fixturing strategy matters because clamping can distort the plate during machining. For sheet metal end plates, bending radius, hole-to-bend distance and post-finish flatness become more important. Debaolong can review whether a design is better suited for CNC machining, sheet metal fabrication, prototype machining or a combined manufacturing route.
Flatness, Hole Alignment and Stack-Up Fit
Flatness is one of the most important drawing details for compression plates. A plate can meet outside dimensions and still create assembly problems if the contact surface is warped, twisted or uneven after machining or finishing. Hole alignment is equally important when multiple plates, spacers and tie rods are assembled as a stack. Even a small hole position error can create insertion force, uneven compression or rework during module assembly.
Instead of applying tight tolerance everywhere, engineers should identify the actual functional surfaces. Datum faces, tie-rod holes, threaded interfaces and assembly contact surfaces normally deserve more attention than non-critical outside edges. If the assembly has several stacked parts, tolerance accumulation should be reviewed before releasing the drawing. A practical note on parallelism, flatness and datum references can reduce ambiguity for suppliers and inspectors.

Surface Finishing and Edge Control
Surface finishing should match the operating environment and assembly role. Aluminum compression plates may use clear anodizing, hard anodizing or conversion coating depending on corrosion and wear requirements. Steel parts may need powder coating, zinc plating or other protection. Stainless steel parts may need passivation where corrosion resistance is important. If a coating affects thickness, threaded holes, dowel holes or contact faces, the drawing should state whether those areas are masked, post-machined or accepted with coating buildup.
Burr control is not cosmetic for these parts. Burrs around tie-rod holes, pockets and edges can affect assembly fit, scratch insulation materials or create handling risk. Deburring, chamfering and edge break requirements should be practical and measurable. If a part has sensitive surfaces, the RFQ should say which edges require extra care and which edges are non-critical.
Inspection Notes for RFQ and Production
Inspection planning should be proportional to part function. For prototype plates, dimensional checks, hole positions, thread checks and visual finish review may be enough. For production plates, customers may need inspection reports for flatness, key hole locations, thread quality, coating condition and assembly fit. Where applicable, suppliers can use calipers, height gauges, CMM or 2.5D inspection methods based on geometry and customer requirements.
Relevant public standards such as ISO 2768 general tolerances can help teams discuss default tolerances, but functional features should still be defined on the drawing. For material selection, neutral references such as MatWeb material data can support early comparison, while final material and finish decisions should follow the project drawing and operating requirements.
RFQ Checklist for Battery Compression Plates
- 2D drawings and 3D CAD files.
- Material grade and preferred surface finish.
- Quantity, prototype batch size and expected annual demand.
- Flatness, parallelism and datum requirements.
- Critical hole positions, thread specifications and counterbore details.
- Coating mask areas or functional contact surfaces.
- Deburring, edge break and handling requirements.
- Assembly stack-up notes, tie-rod hardware and spacer information.
- Inspection report requirements.
How Debaolong Supports This Type of Part
Debaolong supports energy storage and power electronics components from prototype to production. For compression plates and end plates, the team can help review CNC machining routes, sheet metal alternatives, material choice, surface finishing, coating mask notes, inspection requirements and assembly risk. Related parts may include CNC machined brackets and mounting plates, copper and aluminum conductive parts, and prototype fixtures for energy storage development.
FAQ
What tolerance should be used for battery compression plates?
The tolerance depends on the assembly function. Critical datum faces, tie-rod holes and contact surfaces should be defined clearly, while non-critical outside dimensions can usually use practical general tolerances.
Is CNC machining or sheet metal better for end plates?
CNC machining is useful for thicker plates, pockets, flat faces and accurate holes. Sheet metal fabrication may be better for thinner covers, trays or formed end structures. The best route depends on thickness, strength, quantity and geometry.
Should anodizing be applied before or after final machining?
Most parts are machined before anodizing, but critical contact surfaces, tight holes or masked areas should be reviewed. If coating buildup affects assembly, the drawing should specify masking or post-finish requirements.
What files help speed up quotation?
Send 2D drawings, 3D files, material notes, quantity, finish requirements, critical tolerances and assembly stack-up information. Photos or sketches of the surrounding battery module can also help clarify function.
Need custom battery module compression plates or end plates? Send drawings, STEP files, material requirements, quantity, tolerance notes and finish needs through the Debaolong contact page. The team can help evaluate a practical manufacturing route from prototype to production.