Injection molding design is reliable when the part geometry works with resin flow, cooling, shrinkage, ejection and tooling access. The source article’s main advice is practical: choose the material carefully, control tolerances, use the right wall thickness, add draft, reinforce with ribs and gussets, add radii, design snap-fits correctly, connect bosses properly and think about gate location. These decisions should be made before tooling is released through DEBAOLONG’s injection molding service, because late changes to a mold are slower and more expensive than early DFM changes. A buyer should treat every rib, boss, gate and cosmetic face as part of one molding system, not as isolated CAD details.
Design for the Mold, Not Only the CAD Model
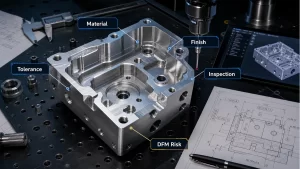
A molded part can fail even when it looks clean in CAD. Thick sections sink, sharp roots crack, missing draft causes drag marks, and poor gate placement creates weld lines or cosmetic defects. Good design keeps the plastic flow path and ejection direction visible during modeling.
Material Choice and Realistic Tolerances
Material selection controls shrinkage, stiffness, impact strength, heat resistance, chemical behavior, surface texture and cost. ABS, PC, PP, PA, POM, TPU and filled materials do not behave the same in the mold. Compare candidates against available materials before locking a resin grade.
Tolerances should match part function and resin behavior. Tight tolerances on every surface increase tool cost and inspection effort. Reserve precision for sealing faces, assembly features, clips, bearing areas and critical interfaces.
Wall Thickness, Draft and Reinforcement
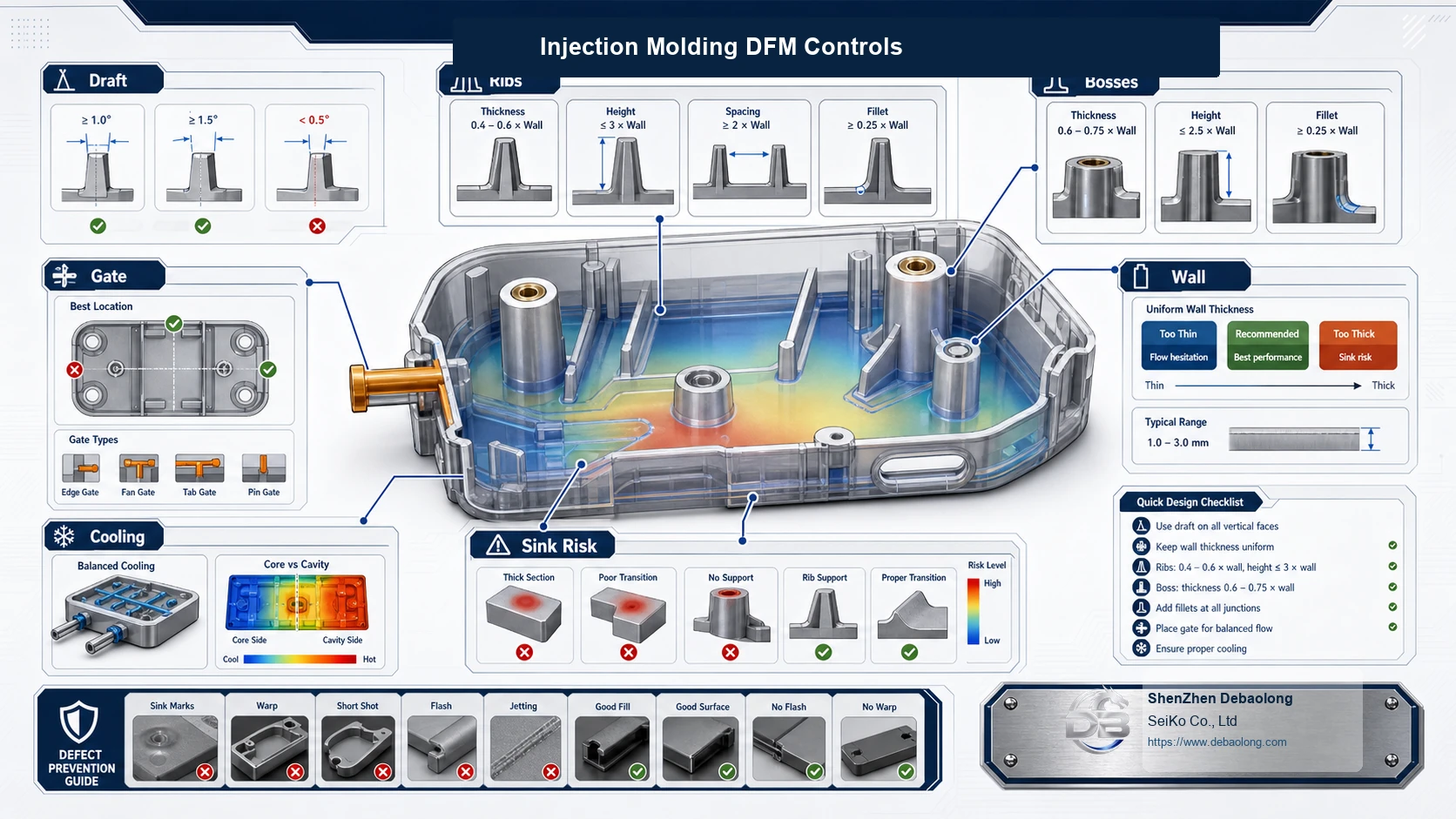
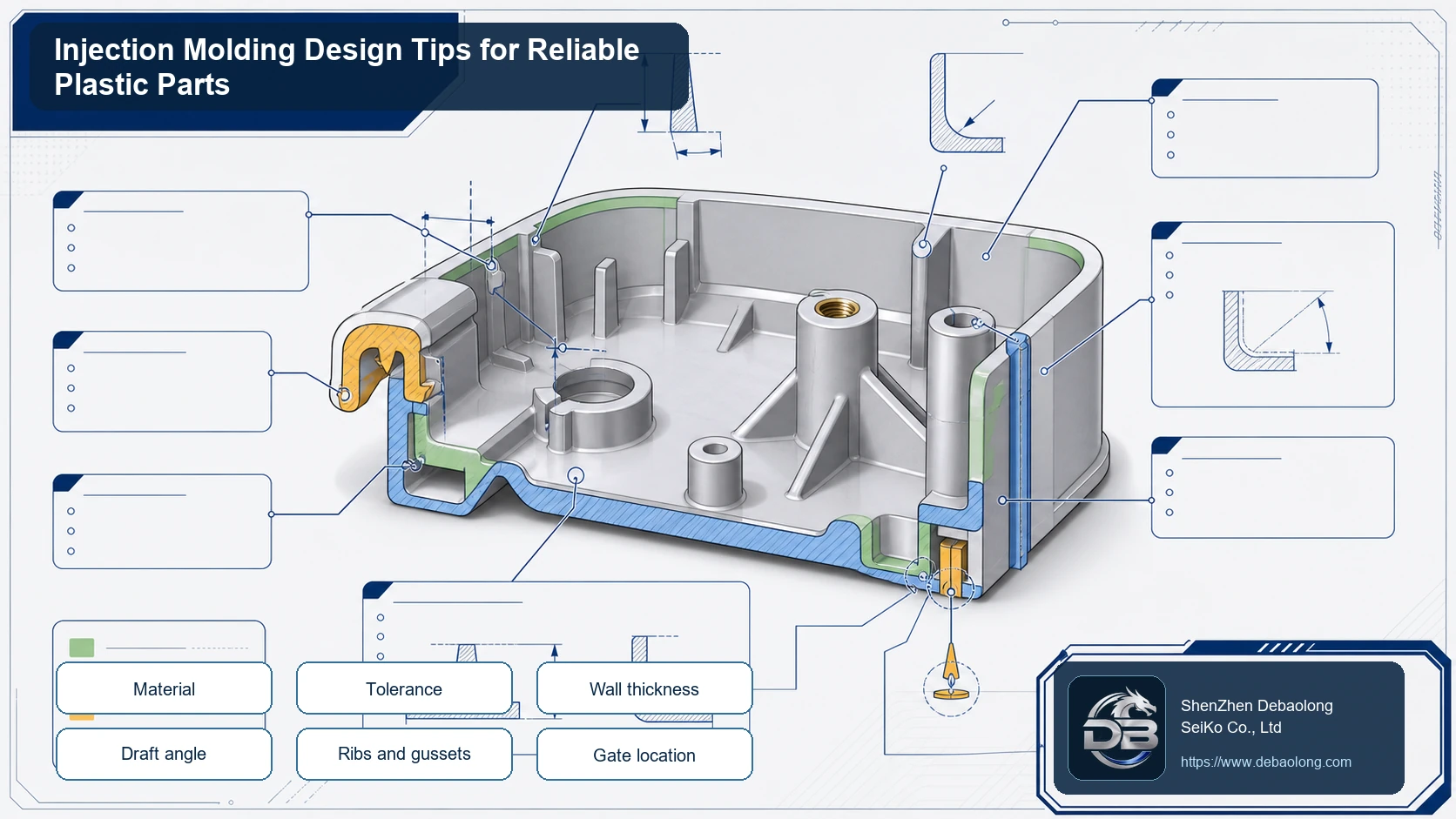
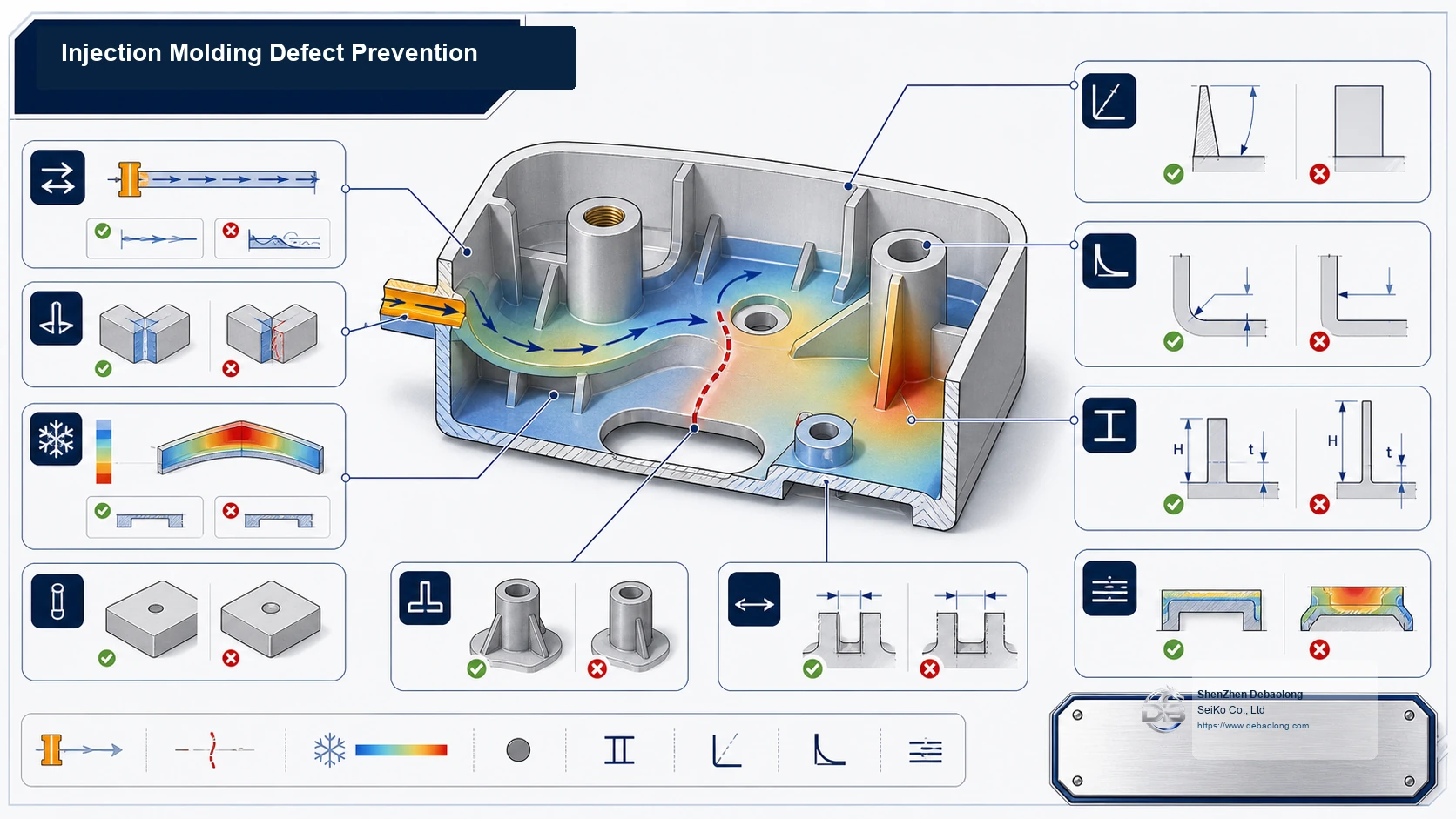
Uniform wall thickness reduces sink, voids and warpage. When stiffness is needed, ribs and gussets usually perform better than thick solid blocks. Ribs should be proportioned to the wall so they add strength without creating visible sink on the opposite face.
Draft helps the part release from the mold. Textured faces, deep walls and ribs need more draft than shallow polished faces. Adding draft late can change appearance and assembly fit, so it belongs in the first CAD release.
Fillets, Snap-Fits, Bosses and Gates
Radii and fillets reduce stress concentration and improve plastic flow. Snap-fits need generous roots, correct deflection length and resin-specific strain limits. Bosses should be tied into ribs or side walls instead of standing as isolated thick towers.
Gate placement affects flow length, weld lines, packing, visible marks and warpage. A good gate position supports balanced filling while protecting cosmetic or functional surfaces.
DEBAOLONG Moldability Review
A strong injection molding review connects geometry, material, tolerance, surface finish and production volume. DEBAOLONG uses that review to prevent avoidable defects before tooling. For related manufacturing planning, use the knowledge center to compare design choices before quoting.
Related Services
For related manufacturing support, review CNC machining, sheet metal fabrication, and 3D printing services, with injection molding support available for plastic production programs.
Related Engineering Resources