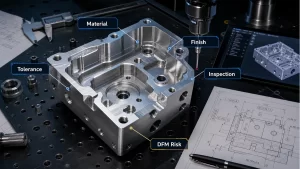
Procurement engineers should not order CNC machined parts from unit price alone. A reliable quote depends on whether the supplier understands the drawing revision, material grade, functional tolerances, surface finish, inspection evidence, packaging risk and delivery target. Before approving an order, the buyer should confirm that the 3D model and 2D drawing match, that only function-critical dimensions are tightly controlled, and that finishing and inspection requirements are stated before machining begins. These checks reduce rework, late supplier questions, assembly failures and international shipment delays more effectively than chasing the lowest number on a spreadsheet.

Procurement Review Starts Before the Price Comparison
A CNC quotation is not only a price. It is a manufacturing interpretation of the information supplied by the buyer. If the RFQ package is clear, the supplier can review tool access, workholding, tolerance risk, surface treatment, inspection method and lead time with fewer assumptions. If the package is incomplete, the supplier must guess. Those guesses may be hidden inside the price and may not become visible until the first article fails inspection or the assembly team finds a fit problem.
For procurement engineers, the goal is not to turn every RFQ into a long engineering report. The goal is to remove the most expensive uncertainty. A well-prepared RFQ tells the supplier which features control function, which surfaces are cosmetic, which dimensions are checked after finishing, and what quality evidence is required before release. That gives the buyer a stronger basis for comparing technical responses instead of comparing one optimistic quote against another conservative quote.
When buyers request custom CNC machining services, the most useful supplier response should include clarification questions, DFM observations and scope assumptions, not only a unit price. This is especially important for machined housings, brackets, fixtures, sealing components, robotic parts, power electronics parts and precision aluminum or stainless steel parts shipped overseas.
Check the 3D Model and 2D Drawing Together
The STEP model and the 2D drawing serve different purposes. The 3D model defines geometry for CAM programming, stock removal, fixture planning and tool access. The 2D drawing defines engineering intent: revision, units, material, tolerances, thread notes, datums, finish requirements, deburring notes and inspection expectations. A supplier usually needs both because neither file carries the whole story by itself.
The first procurement check is revision control. The STEP file, PDF drawing, purchase request and any specification sheet should all refer to the same part number and revision. A mismatch can create a quiet but serious error: the supplier quotes one revision, engineering approves another, and production receives a third. Units also deserve attention. Inch and metric files can be misread during CAD import, and a unit mistake can make an otherwise professional quote meaningless.
Thread notes are another common source of delay. The drawing should define thread standard, depth, through-hole or blind-hole condition, countersink or counterbore needs, and whether threads need masking or protection during anodizing, plating, black oxide, powder coating or other surface treatments. If a thread gauge is required, that expectation should be stated before production.

Material Grade, Stock Condition and Substitution Rules
Material descriptions such as aluminum, stainless steel or plastic are too loose for a serious CNC RFQ. Aluminum 6061-T6, 6063 and 7075 have different strength, machinability, anodizing response, cost and availability. Stainless steel 304 and 316 are not interchangeable without approval because corrosion resistance, price and application environment may differ. Copper, brass, POM, PA, PC, ABS and PEEK each bring their own machining behavior, burr risk, dimensional stability and finishing limitations.
Procurement should provide the exact grade, standard or approved equivalent, stock condition if known, and substitution rule. If the requested material has long lead time or creates unnecessary cost, a supplier may suggest an alternative, but substitution should never be assumed. Buyers can use Debaolong’s manufacturing materials reference to compare common metals and engineering plastics before finalizing a sourcing package.
Material also affects inspection and packaging. A thin aluminum plate may need balanced machining or flatness inspection. A stainless part may require passivation or corrosion-related handling. A machined plastic component may move with temperature, moisture or internal stress. These are procurement concerns because they influence quote accuracy, lead time and incoming quality risk.
Separate Critical Tolerances from General Geometry
Not every dimension on a CNC part deserves a tight tolerance. A drawing that treats every feature as critical increases machining cost, inspection time and supplier risk without necessarily improving the product. Critical dimensions usually include locating holes, bearing bores, sealing faces, datum surfaces, flatness-controlled interfaces, perpendicularity, concentricity and assembly fits. Important but lower-risk dimensions may include clearance holes, cover alignment, service access and mounting relationships. General outside geometry can often follow a practical baseline tolerance.
Procurement engineers should ask what happens if a tolerance drifts. If the result is leakage, misalignment, bearing failure, poor repeatability or assembly interference, the tolerance is worth controlling. If the result has no functional effect, the tight tolerance may only add cost. This distinction is one of the strongest ways to improve quote quality.

Surface Finish and Post-Processing Should Be Defined Early
Surface finish is not just appearance. Anodizing, hard anodizing, nickel plating, zinc plating, black oxide, passivation, polishing, bead blasting, powder coating and laser marking can affect dimensions, friction, corrosion behavior, masking, inspection and packaging. A part can be machined correctly and still fail after finishing if the drawing does not define the finished condition.
Procurement should clarify visible surfaces, masked areas, thread protection, color, gloss, texture, roughness expectations and whether dimensions apply before or after finishing. Holes, slots, press fits, sliding surfaces, sealing areas and threaded features deserve special care because coatings can change the final size. Debaolong’s manufacturing engineering knowledge center includes related guides on DFM, tolerance and finishing decisions for buyers who want to prepare cleaner RFQs.
DFM Risks That Change Cost and Lead Time
DFM review identifies geometry that may be machinable but expensive, unstable or difficult to inspect. Deep pockets may require long tools that deflect and chatter. Thin walls may vibrate during cutting or move after stress is released. Sharp internal corners are limited by cutter radius unless the design accepts a radius or uses a secondary operation. Deep holes can create straightness, burr, coolant, chip evacuation and inspection challenges.
Other risk areas include long slender features, narrow slots, multi-side machining, cosmetic surfaces near clamping points and parts that may distort during material removal. Procurement does not need to solve every DFM issue before sending an RFQ, but the buyer should expect the supplier to identify these risks and explain the cost or lead-time impact. A short DFM discussion before order placement is much cheaper than discovering the issue after material has been cut.

Inspection Evidence Should Match the Risk
Inspection requirements should be specific enough to protect the part, but not so broad that they create unnecessary cost. Simple brackets may only need key dimensions, thread gauge checks and visual inspection. Precision housings, fixtures, sealing plates, optical brackets or automation components may need first article inspection, CMM data, 2.5D inspection, micrometer checks, flatness measurement, roughness testing or a defined sampling plan.
The buyer should state what evidence is required before production release. First article inspection is useful when the part is new or the manufacturing route is not yet proven. CMM inspection makes sense for datum relationships, GD&T features and critical hole patterns. Thread gauges protect assembly. Roughness testing is useful where a surface affects sealing, sliding, wear or appearance. If the RFQ requires 100 percent inspection, the supplier should know that before quoting.

Packaging, Shipment and Revision Control
Packaging becomes an engineering issue when parts are anodized, polished, thin-walled, threaded, sharp-edged or easy to mix by revision. Cosmetic aluminum parts may need individual wrapping or separators to prevent rubbing. Thin-wall components may need trays or support inserts. Threaded parts may need caps or separation from harder components. When a shipment contains several similar part numbers, labeling and revision control reduce the risk of mixing.
International delivery adds more risk because rework is slow and expensive after parts cross borders. The packing list should match the purchase order, drawing revision, quantity and part number. Prototype parts may tolerate simpler packaging if they are for fit checks. Production-ready parts usually need better surface protection, lot traceability and inspection documentation.
What Procurement Should Put in the RFQ
A professional RFQ should give the supplier enough information to quote the real part, not an assumed version of it. The checklist below is not paperwork for its own sake. Each item controls a specific manufacturing risk: geometry, material, tolerance, finish, inspection, packaging or schedule.
CNC Machining RFQ Checklist for Procurement Engineers
| RFQ Item | Why It Matters | What to Provide |
|---|---|---|
| 3D model | Defines geometry for CAM, tool access, stock removal and setup planning. | STEP file with the correct revision, units and part number. |
| 2D drawing | Communicates tolerances, datums, threads, finish notes and inspection intent. | PDF drawing with revision block, units, material, title block and notes. |
| Material grade | Controls machinability, strength, corrosion behavior, finish response and cost. | Exact grade such as 6061-T6, 7075, 304, 316, POM or PEEK. |
| Quantity and demand | Changes setup amortization, fixture decisions, inspection plan and lead time. | Prototype quantity, production batch size and expected repeat demand. |
| Surface finish | May affect size, masking, cosmetic areas, corrosion resistance and packaging. | Finish type, color, texture, cosmetic faces, masked areas and post-finish inspection needs. |
| Critical tolerances | Separates functional control from low-value tight dimensions. | Marked datum faces, fits, flatness, bore tolerances, GD&T and assembly interfaces. |
| Thread requirements | Prevents wrong standard, depth, gauge fit or coating blockage. | Thread standard, class if needed, blind or through condition, depth and masking notes. |
| Inspection evidence | Defines the quality proof needed before release or shipment. | FAI, CMM, 2.5D, thread gauge, roughness, sample inspection or 100% check requirements. |
| Application environment | Explains why a feature, material or finish matters. | Mating part, load, temperature, corrosion, wear, sealing or cosmetic expectations. |
| Packaging and delivery | Protects finished surfaces, thin walls, threads and mixed part numbers. | Wrapping, separators, labels, revision control, export packing and target delivery date. |
How Debaolong Supports CNC Procurement Engineers
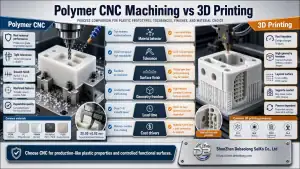
Shenzhen Debaolong Seiko Co., Ltd. can support overseas procurement engineers by reviewing drawings, checking material and finish requirements, discussing DFM risks and planning CNC machining routes for custom precision parts. Debaolong can manufacture CNC machined parts and can also support related project needs such as 3D printed prototypes for early fit checks, sheet metal brackets and enclosures, and injection molded plastic support parts when a product contains multiple manufacturing processes.
Debaolong Engineering Note: A strong CNC quote should state what is included and what still needs confirmation. If a precision part quote does not mention material grade, post-finish dimensions, thread protection or inspection evidence, procurement should review the assumptions before approving production.
FAQ
What files are needed for an accurate CNC machining quote?
Send a STEP file for geometry and a 2D PDF drawing for tolerances, threads, material, surface finish, inspection notes and revision control. For complex assemblies, include mating-part information or a short application note.
Why does a CNC supplier ask for both STEP and PDF drawings?
The STEP file supports machining and geometry review, while the PDF drawing communicates engineering intent. Critical tolerances, datums, thread notes, finish requirements and inspection expectations are often only clear on the drawing.
Should all CNC machined part dimensions use tight tolerances?
No. Tight tolerances should be reserved for functional features such as locating holes, sealing faces, bearing fits, datum surfaces and critical assembly interfaces. General geometry can usually follow practical baseline tolerances.
How does anodizing affect CNC part dimensions?
Anodizing changes the surface layer and can affect holes, threads, slots, sliding fits and sealing faces. Drawings should clarify whether dimensions apply before or after anodizing and whether any features need masking.
What inspection reports should I request for precision CNC parts?
Request inspection evidence that matches the risk of the part: FAI for first release, CMM for datum or GD&T features, 2.5D inspection for hole patterns, thread gauges for threaded features, and roughness checks where surface function matters.
Request a CNC Machining Quote
CNC procurement is strongest when the RFQ explains how the part functions, where accuracy matters, which finish is required and what inspection evidence is expected. Clear information reduces assumptions, controls cost and helps the supplier choose a stable machining route.
If you are preparing a CNC machining RFQ, send Debaolong your STEP file, 2D drawing, material grade, quantity, surface finish, tolerance requirements and target delivery schedule for a manufacturability review.