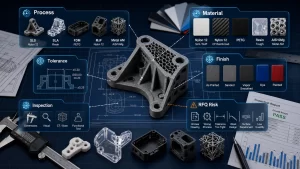
FDM 3D printing builds parts by extruding thermoplastic layer by layer, so good design must account for build size, support structures, overhangs, elephant foot and corners. These are the source article’s core design topics, and they directly affect strength, surface quality, dimensional accuracy and post-processing. DEBAOLONG reviews FDM projects inside its 3D printing workflow by checking whether the part can be printed, cleaned, assembled and used without avoidable defects. In practice, the best choice is the process route that meets the real engineering requirement while keeping tolerance, finish, inspection, application risk and lead time under control before production begins.
FDM Design Must Respect the Nozzle, Layer and Heat
FDM is practical and economical, but it is not isotropic like a machined block. Strength, tolerance and surface finish depend heavily on orientation, layer bonding, wall count and thermal control.
Build Size and Support Structures
Part size must fit the machine envelope and leave room for adhesion, support and thermal stability. Large flat parts may warp, while tall thin parts can wobble or detach if orientation is poor.
Supports are useful for overhangs but create extra material, removal labor and surface scars. Design should reduce unnecessary supports through orientation, chamfers, split parts or self-supporting angles.
Overhangs, Elephant Foot and Corners
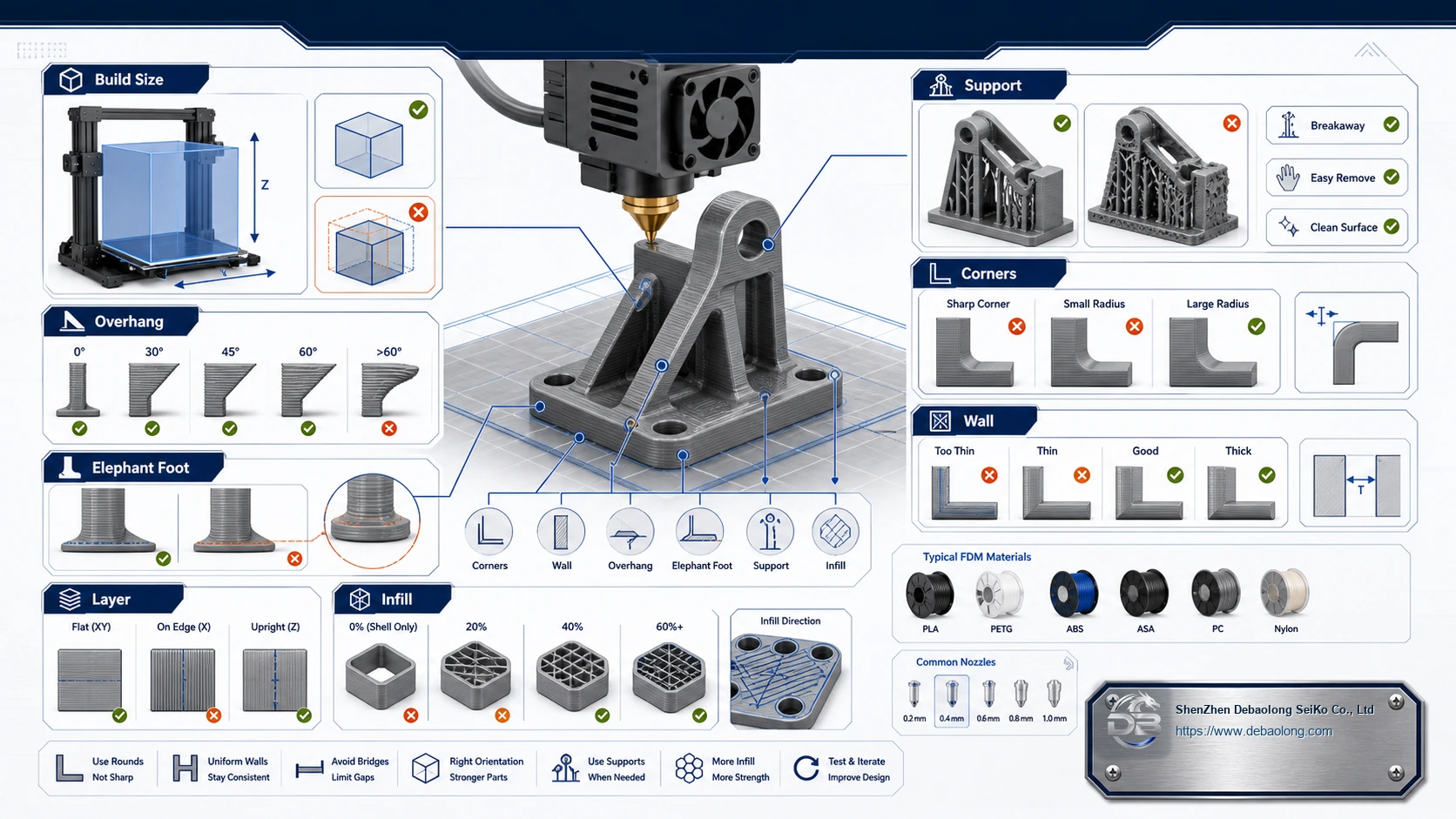
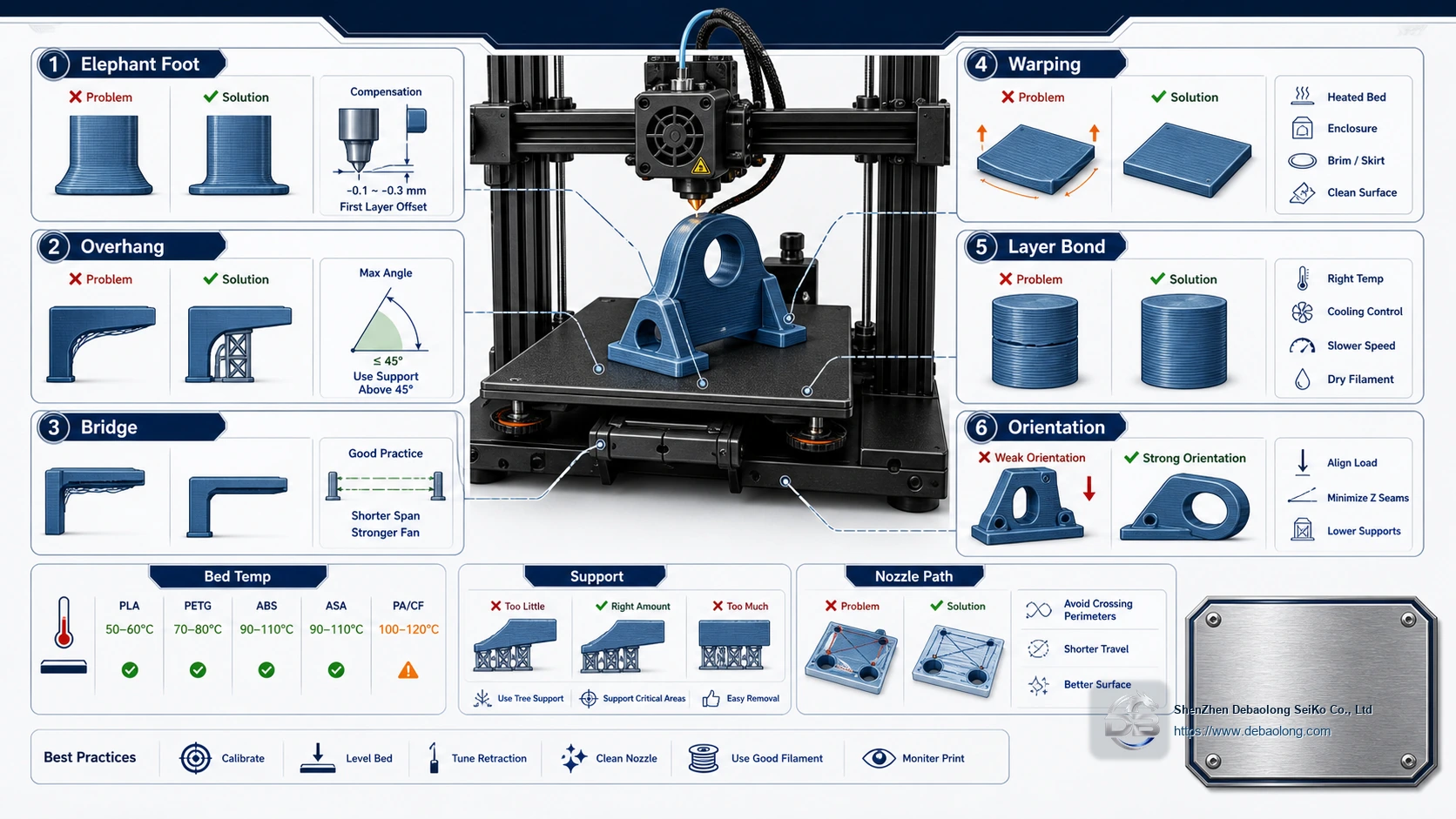
Overhangs beyond the process limit sag unless supported. Bridges can work when span, cooling and material are controlled. Elephant foot appears near the first layers when heat and bed compression widen the base.
Sharp corners concentrate stress and can curl during cooling. Adding radii, chamfers and thicker roots improves print reliability and part durability.
Material and Functional Strength
PLA, PETG, ABS, ASA, nylon, TPU and filled materials print differently. Heat resistance, flexibility, layer adhesion and moisture behavior should be checked through all materials before selecting a filament.
Functional parts should place layer lines away from the main load path when possible. Critical holes may need inserts, drilling or a different process if wear and accuracy are important.
DEBAOLONG FDM Review
DEBAOLONG reviews FDM parts for orientation, wall thickness, support removal, tolerance, material and application. Use the knowledge center to compare FDM with SLA, SLS, MJF, CNC machining or injection molding.
Related Services
Related DEBAOLONG capabilities include 3D printing, CNC machining, sheet metal fabrication, injection molding, material selection support and manufacturing engineering review.