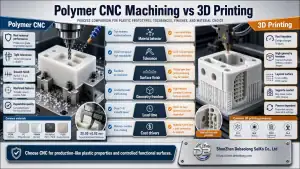
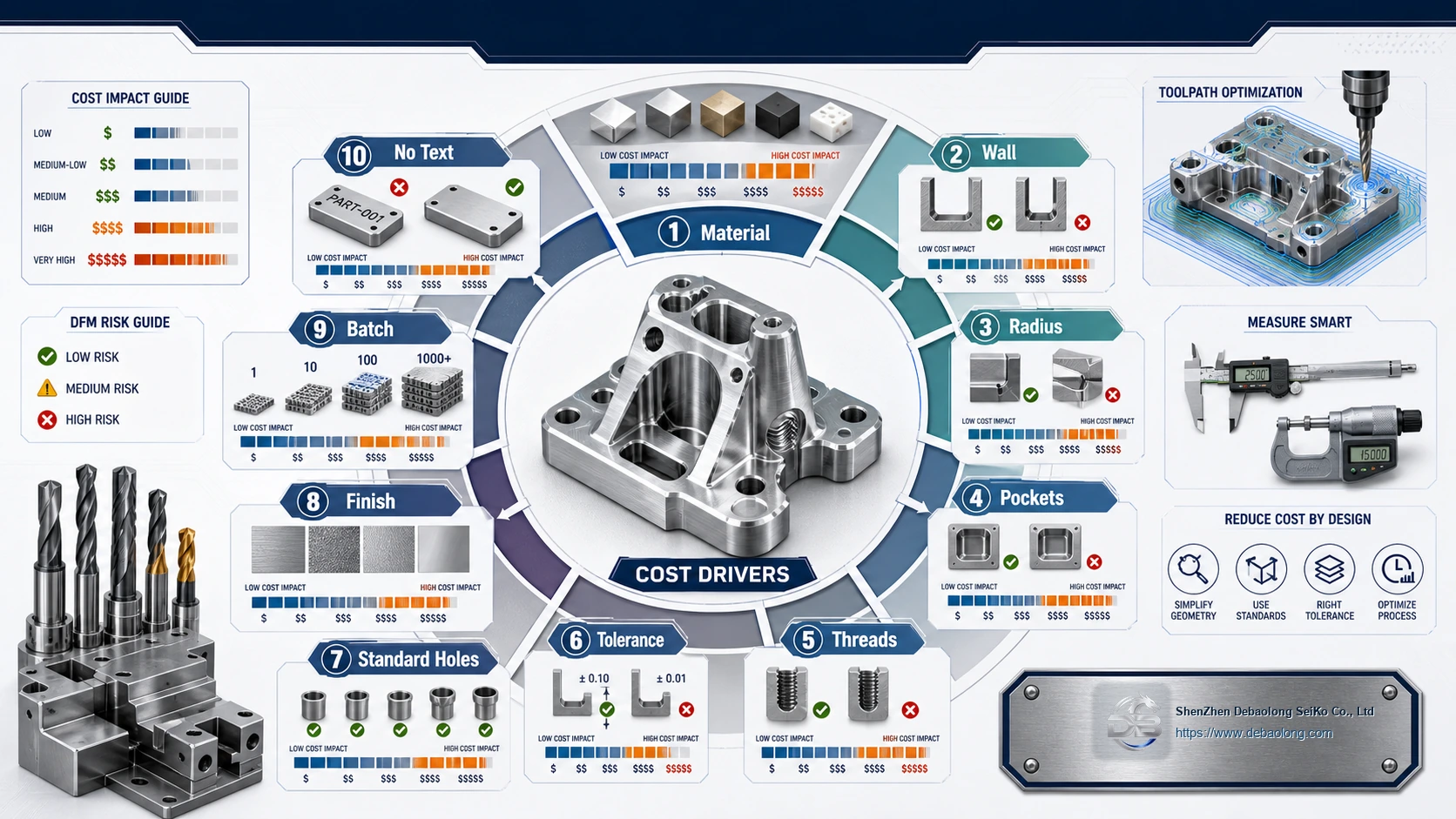
CNC machining cost depends on material, machine time, tool access, setup, tolerance, finishing, inspection and quantity. The source article gives ten practical cost-reduction tips: choose material carefully, avoid unnecessary post-processing, order in batches, avoid thin walls, add internal radii, avoid deep pockets, limit thread depth, specify tight tolerances only where necessary, use standard hole sizes and avoid decorative text on machined surfaces. DEBAOLONG applies these ideas during CNC machining DFM review because small design details can change tool length, cycle time, scrap risk and inspection effort. In practice, the best choice is the process route that meets the real engineering requirement while keeping tolerance, finish, inspection, application risk and lead time under control before production begins.
CNC Cost Falls When the Design Matches the Process
The goal is not to make the cheapest possible part. The goal is to remove cost that does not improve function, assembly, durability or appearance.
Material, Finish and Quantity
Material affects stock price, cutting speed, tool wear and finishing. Aluminum may machine faster than stainless steel or titanium, but the final material must still meet load, corrosion and temperature needs. Compare realistic options through all materials.
Multiple post-processes add handling, masking, inspection and lead time. If a part only needs corrosion protection, do not specify cosmetic polishing plus coating unless both are truly needed. Batch ordering can reduce setup cost per part.
Geometry That Raises Machining Time
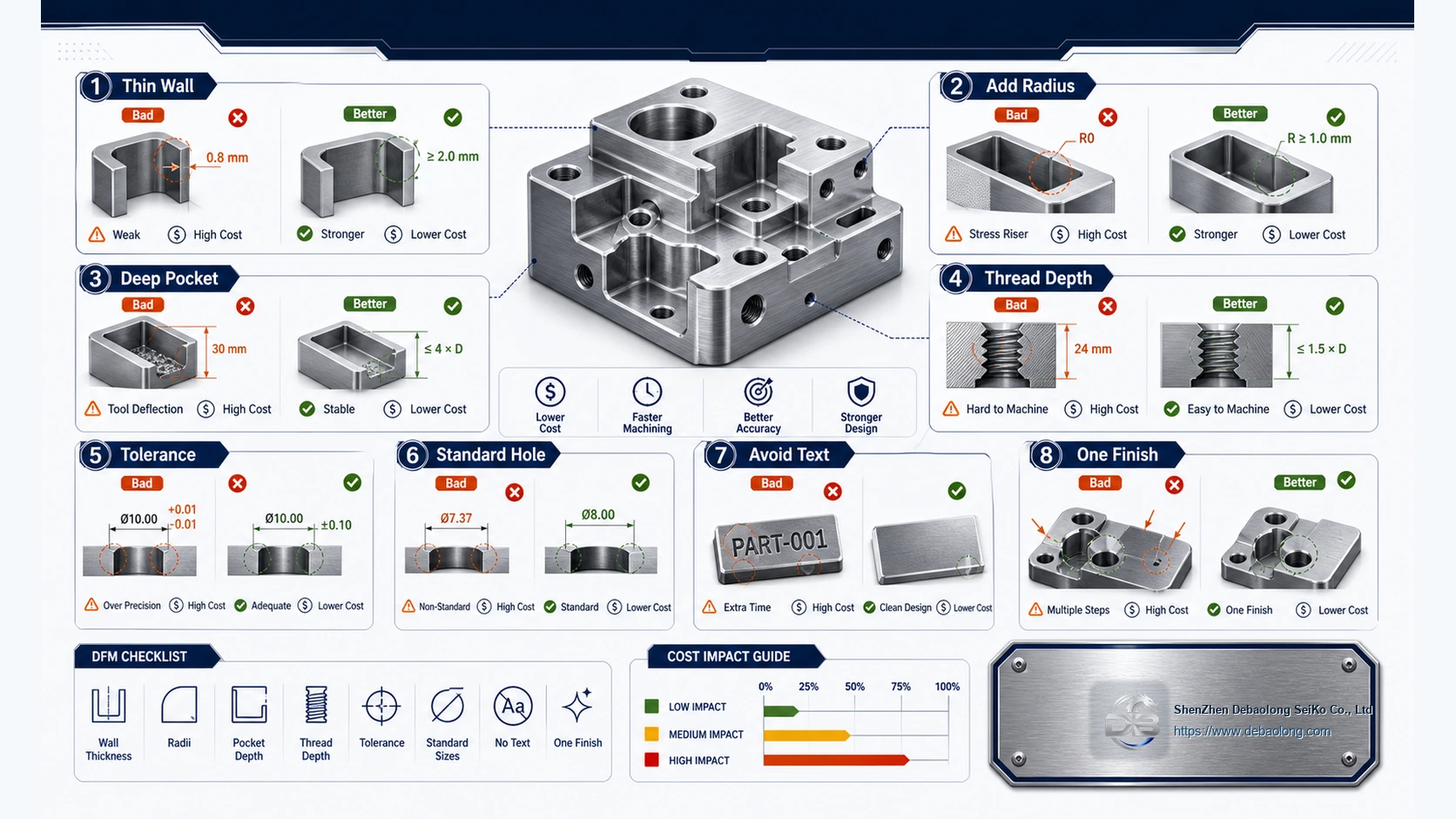
Thin walls vibrate and deflect, which slows machining and increases scrap risk. Sharp internal corners require very small tools or electrical discharge machining; adding internal radii lets stronger tools cut faster.
Deep pockets require long tools, multiple stepdowns and careful chip evacuation. Deep threads are also expensive when they exceed functional engagement length.
Tolerance, Holes and Text
Tight tolerances should be reserved for functional interfaces, datums, bearing fits, sealing surfaces or assembly-critical geometry. Applying tight tolerances everywhere increases machining and inspection cost without improving the part.
Standard hole sizes reduce tool changes. Raised or engraved text can require small tools and extra passes; labels should be avoided unless they are required for function or traceability.
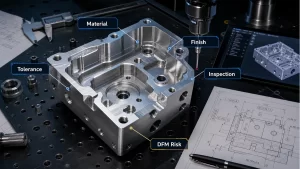
DEBAOLONG DFM Review
DEBAOLONG reviews cost through geometry, material, tolerance, surface finish, batch size and inspection. For more design guidance, the manufacturing engineering knowledge center helps teams reduce avoidable CNC cost while keeping the engineering intent.
Related Services
Related DEBAOLONG capabilities include 3D printing, CNC machining, sheet metal fabrication, injection molding, material selection support and manufacturing engineering review.