3D printing tolerance is the expected dimensional variation between a CAD model and the printed part after printing, cooling, support removal, finishing and inspection. It is not one fixed number for every technology. MJF, SLS, SLA, FDM and metal powder-bed processes all respond differently to material shrinkage, layer height, minimum feature size, build size, orientation and post-processing. DEBAOLONG reviews tolerance expectations before quoting 3D printing projects because overly tight tolerances can drive rework, sanding, machining or process changes. In practice, the best choice is the process route that meets the real engineering requirement while keeping tolerance, finish, inspection, application risk and lead time under control before production begins.

3D Printing Tolerance Is Process-Dependent
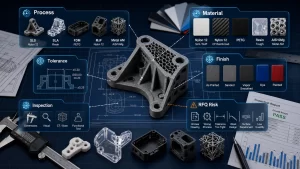
The source article explains tolerance drivers first, then compares major printing technologies. That structure matters because most dimensional issues come from the combined process, not only from the printer specification.
Main Tolerance Drivers
Material shrinkage occurs as polymers cool, resin cures or metal powder consolidates. The amount depends on material, geometry, wall thickness and thermal history. Layer height affects stair-stepping, vertical detail and surface finish.
Minimum feature size matters for holes, pins, slots, thin walls and text. A feature that exists in CAD may not print cleanly if it is below the process capability. Build size also matters because large parts accumulate more thermal and geometric variation.

Tolerance by 3D Printing Technology
MJF and SLS can produce functional nylon parts with good repeatability, but powder removal, cooling and shrinkage must be considered. SLA can produce fine detail and smooth surfaces, but resin cure and support removal can distort delicate geometry.
FDM is practical and economical, but layer lines, nozzle diameter, extrusion behavior and thermal warping make tight tolerances more difficult. Metal laser sintering adds thermal stress, support removal and post-machining needs.
Post-Processing and Inspection
Post-processing can improve appearance but also changes dimensions. Sanding, bead blasting, dyeing, polishing, heat treatment or machining may remove material or alter edges. Critical holes, datums or sealing faces may need secondary CNC machining or controlled inspection.
For assemblies, define clearance intentionally. Do not expect every printed feature to behave like an injection molded or machined feature without validation.
DEBAOLONG Tolerance Review
DEBAOLONG reviews tolerance by process, material, wall thickness, orientation, finishing and inspection method. The knowledge center can help teams decide when printing alone is enough and when hybrid machining is needed.
Related Services
Related DEBAOLONG capabilities include 3D printing, CNC machining, sheet metal fabrication, injection molding, material selection support and manufacturing engineering review.