Dfm for liquid cooling plates are engineering parts that must be designed around thermal performance, sealing reliability, manufacturing access and inspection, not only around CAD geometry. For new cold plate designs, prototype-to-production programs, ESS thermal hardware and AI server cooling components, the practical question is whether coolant channels, O-ring grooves, cover plates, ports, brackets, fittings, leak trays and thermal interface surfaces can be made with controlled material, process route, tolerance, surface treatment, leak or pressure test requirements and clean handling. Debaolong can support this work as a precision manufacturing partner for components, while the customer's engineering team remains responsible for system-level thermal design, coolant selection and final validation.
For broader project context, Debaolong supports liquid cooling and thermal management components within application-based manufacturing solutions. Engineers can also use the manufacturing engineering knowledge center to compare materials, tolerances, DFM risks and manufacturing routes.
Related Debaolong capabilities include CNC machining, sheet metal fabrication, 3D printing, injection molding and the Manufacturing Engineering Knowledge Center.
What It Is
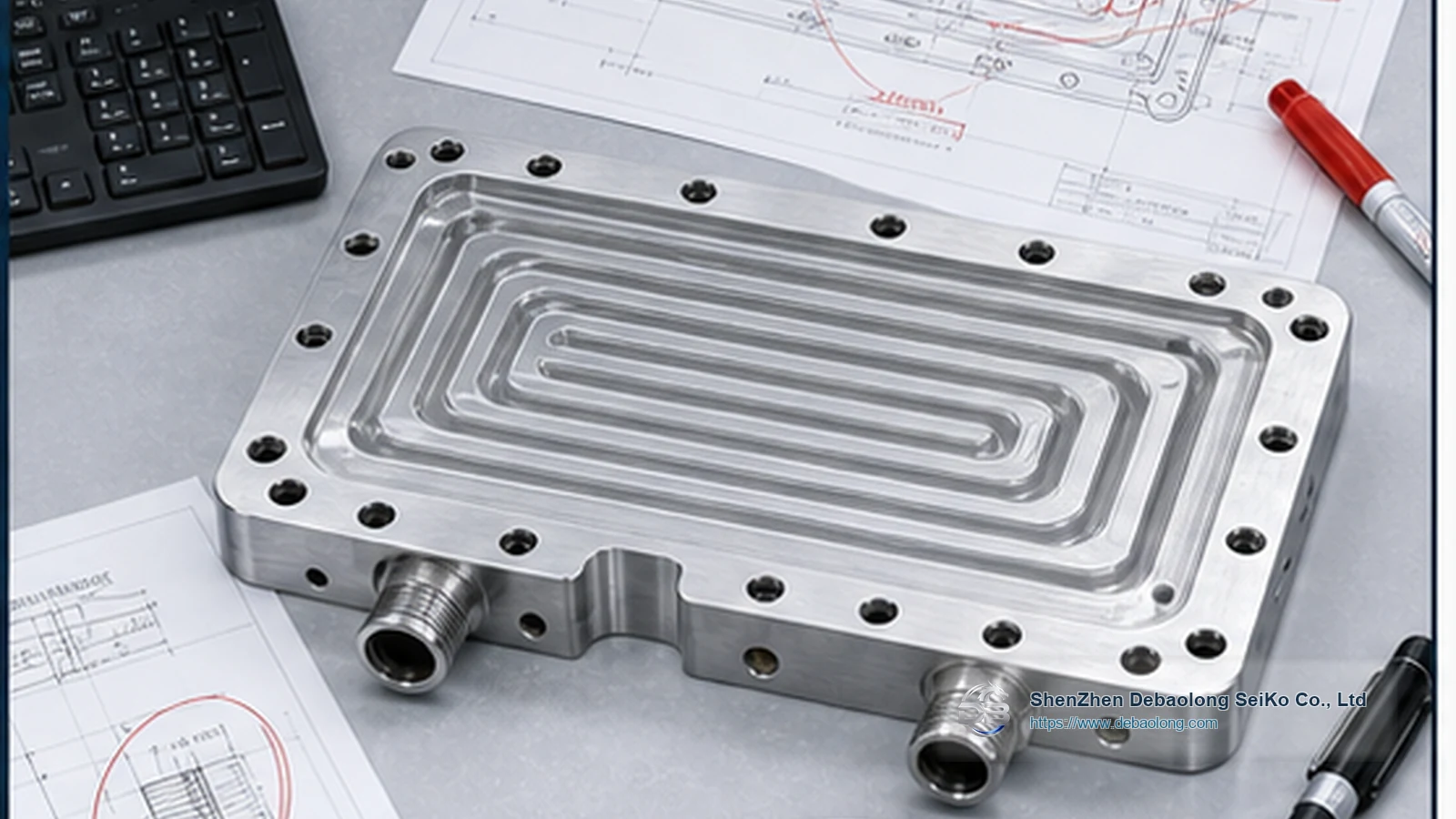
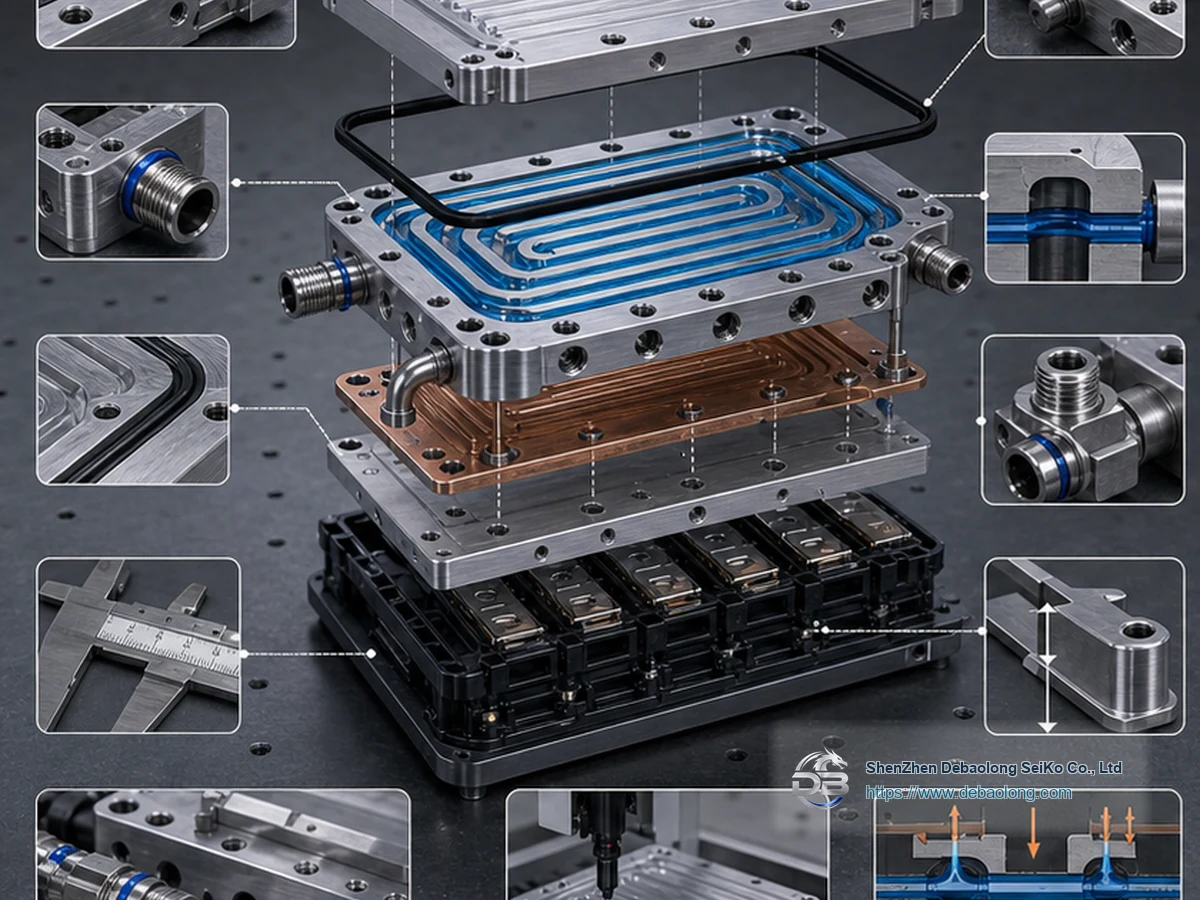
In manufacturing terms, DFM for liquid cooling plates refers to coolant channels, O-ring grooves, cover plates, ports, brackets, fittings, leak trays and thermal interface surfaces built to support heat transfer, coolant routing, mechanical mounting or assembly protection. The part may look simple from the outside, but the manufacturing requirement is usually multi-functional. A cold plate may need thermal contact flatness, internal channel control and an O-ring groove. A manifold may need cross-drilled passages, clean threads and burr-free intersections. A bracket or tray may need bend accuracy, stiffness and coating control.
This topic should be treated as component manufacturing, not as a claim that a supplier owns the complete liquid cooling system. Debaolong can manufacture suitable components from customer drawings, CAD data and requirements. Pump selection, coolant chemistry, total system performance, thermal simulation and final qualification should remain with the customer or system engineering team.
Why It Matters
The main reason DFM for liquid cooling plates matters is that thermal hardware often fails at interfaces rather than in the obvious body of the part. A plate can be machined accurately but still leak if the groove, coating and gasket compression are not controlled. A manifold can have correct external dimensions but still carry internal burrs. A bracket can fit the first prototype but distort after bending, welding or coating.
For new cold plate designs, prototype-to-production programs, ESS thermal hardware and AI server cooling components, the strongest RFQ packages connect the part's function with manufacturable details: material grade, channel geometry, port standard, sealing method, datum scheme, surface treatment, inspection method and test requirement. This reduces quoting assumptions and helps the manufacturer find risks before the part reaches production.
Typical Component Scope
| Component or feature | What it does | Common manufacturing route | Engineering concern |
|---|---|---|---|
| Main thermal part | Transfers or distributes heat in the assembly | CAD review, tool-access review, channel and groove feasibility, tolerance planning, surface treatment planning, inspection planning and RFQ clarification | Flatness, channel access, sealing lands and material stability |
| Coolant interface | Routes coolant through ports, fittings or manifolds | CNC drilling, tapping, turning or milling | Thread standard, O-ring gland, wall thickness and burr control |
| Support structure | Holds the part inside a cabinet, server, pack or equipment frame | Sheet metal fabrication, machining or molded support | Assembly tolerance, stiffness, service access and finish |
| Prototype or fixture | Checks fit, routing, flow concept or assembly access | 3D printing, soft tooling or CNC prototype | Prototype purpose, material limits and validation boundary |
| Protective part | Covers, clips, guides or insulates surrounding hardware | Injection molding or 3D printed prototype | Draft, wall thickness, heat exposure and snap-fit life |
Materials and Process Route
The material decision should follow the part's function. In this article, the usual material logic is aluminum, copper, stainless steel and engineering plastics selected by part function and manufacturing route. A high-conductivity material is not automatically the best answer if weight, machining time, corrosion or joining method create bigger risks. Aluminum often gives the best balance for machined thermal parts. Copper may be justified near concentrated heat sources. Stainless steel can make sense for fittings or structural coolant interfaces. Plastics are useful around the cooling assembly when they are not the primary heat path.
The manufacturing route should also be selected by feature type. Cad review, tool-access review, channel and groove feasibility, tolerance planning, surface treatment planning, inspection planning and rfq clarification are common options, but the final route depends on channel depth, wall thickness, port layout, quantity and inspection needs. For broader process comparison, Debaolong's manufacturing process comparison helps evaluate when CNC, sheet metal, 3D printing or molding should be used.
Design Considerations
The first design consideration is whether the critical features are reachable by tools, inspection equipment and assembly hands. A compact model is not always a manufacturable model. Deep pockets, narrow channels, small internal radii and ports placed too close to walls can force slow machining or create hidden burr risk.
The second consideration is sealing. If the component touches coolant, the drawing should define O-ring groove geometry, gasket land width, sealing surface finish, coating rules and the post-finish dimension where needed. Vague notes such as "leak proof" are not enough. A pressure or leak test should state medium, pressure, duration, port condition and acceptance.
The third consideration is tolerance stack-up. Liquid cooling components are often installed near batteries, server boards, busbars, power modules, brackets, covers and hoses. Even when the thermal part is accurate, the assembly may fail if sheet metal or molded support parts move too much.
Manufacturing and DFM Decision Table
| Decision point | Better engineering choice | Risk if ignored | RFQ note |
|---|---|---|---|
| Material | Match material to heat path, corrosion and machining | Cost, weight or corrosion problems | State grade and wetted surfaces |
| Channels or ports | Use reachable geometry and realistic wall thickness | Tool deflection, burrs or weak threads | Include section views and port standards |
| Sealing | Define groove, gasket, finish and coating rule | Leakage or inconsistent assembly | State post-finish dimensions where critical |
| Surface treatment | Plan masking and coating thickness | Thread or groove interference | Identify sealed faces and cosmetic faces |
| Testing | Define pressure, medium, duration and acceptance | Supplier assumptions | Add leak/pressure test notes to drawing |
| Cleanliness | Define cleaning, drying and capping | Particles or moisture in coolant path | Specify packaging and port protection |
Design Checklist
- Identify whether the part transfers heat, routes coolant, supports hardware or protects the assembly.
- State material grade, temper or plastic grade instead of using only a generic material family.
- Mark all wetted surfaces and critical sealing surfaces.
- Define O-ring grooves, gasket lands, threads, port standards and connector orientation.
- Check wall thickness around channels, ports, plugs and fasteners.
- Separate cosmetic surfaces from thermal, sealing and datum surfaces.
- Define surface treatment, masking and post-finish inspection requirements.
- Specify leak testing, pressure testing, cleanliness and packaging requirements.
- Provide STEP files, 2D drawings, quantity, revision number and target lead time.
Common Mistakes
The first common mistake is treating DFM for liquid cooling plates as a normal machined or formed part. The cooling function adds sealing, cleanliness, corrosion and inspection requirements that must be visible on the drawing. The second mistake is delaying DFM review until the design is already frozen. At that point, port locations, channel size, bracket features and coating choices may be expensive to change.
Another mistake is using material names without engineering context. Saying "aluminum" or "copper" is not enough for a quoted component. The manufacturer needs grade, finish, coolant contact note, tolerance requirement and whether the part must be tested or cleaned before shipment. For tolerance planning, review Debaolong's CNC machining tolerances guide before finalizing tight features.
Quality Control and Testing
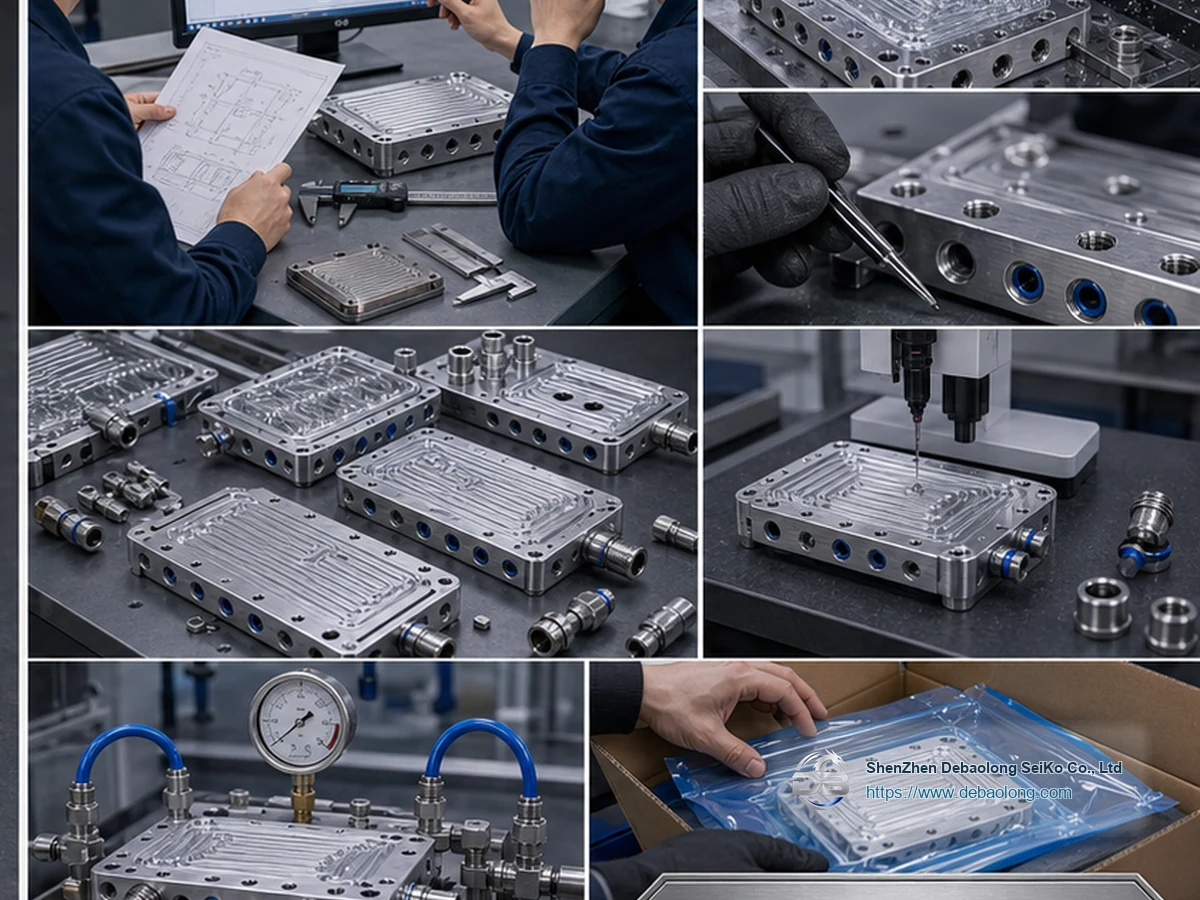
Quality control should follow the part's failure modes. For DFM for liquid cooling plates and thermal parts, the critical risks are deep narrow channels, sharp internal corners, thin walls, unspecified datums, uninspectable grooves, coating buildup and vague leak test requirements. Inspection may include dimensional checks, thread gauges, surface finish review, flatness measurement, visual burr inspection, coating thickness review, assembly fit checks and pressure or leak testing.
Testing must be defined clearly. A prototype may only need a development check, but a production component may need documented pressure hold, leak observation, drying and port capping. If cleanliness matters, the RFQ should say whether chips, abrasive residue, liquid residue or uncapped ports are unacceptable.
How Debaolong Can Support This Type of Part
Debaolong can support manufacturing for coolant channels, O-ring grooves, cover plates, ports, brackets, fittings, leak trays and thermal interface surfaces when the customer provides clear drawings, CAD files and requirements. Support may include precision CNC machining for cold plates, manifolds, fittings or heat sinks; sheet metal fabrication for trays, brackets, panels or enclosures; 3D printing for prototypes, flow models and fixtures; and injection molding for clips, holders, covers or insulators.
Debaolong should not be described as a complete liquid cooling system integrator unless that scope is separately confirmed. The useful manufacturing role is to review manufacturability, make the components to drawing, support material and surface treatment discussion, and help the customer clarify RFQ details that affect cost, lead time and quality.
FAQ
What information should be on the drawing?
Include material grade, key tolerances, surface finish, surface treatment, sealing features, port standards, inspection datums, test requirement and revision number.
Is CNC machining always required?
No. CNC machining is common for cold plates, manifolds and fittings, but sheet metal, 3D printing and injection molding may be better for structures, prototypes and support parts.
What is the biggest DFM risk?
The biggest risk is usually not one feature. It is the interaction between channel geometry, sealing, coating, inspection access and leak testing.
Can Debaolong choose the coolant?
Coolant choice should come from the customer's system engineering team. Debaolong can use coolant information to review material, surface treatment and manufacturing risk.
Why should testing be specified before quotation?
Testing affects fixtures, cycle time, documentation, cleaning and packaging. Without a defined test method, suppliers must quote with assumptions.
When should a prototype be used?
Use a prototype when geometry, fit, routing, sealing concept or assembly access is uncertain. Define whether the prototype is for fit only, flow visualization, pressure testing or thermal validation.
RFQ Closing Notes
For a reliable quotation, send CAD files, STEP models, 2D drawings, material, quantity, tolerance notes, finish requirements, surface treatment, coolant-contact information, leak or pressure testing requirements and any cleanliness or packaging rules. Clear RFQ inputs help Debaolong evaluate manufacturing route, cost drivers, DFM risk and delivery planning before the project reaches production.
Manufacturing Route Links
Relevant manufacturing routes include CNC machining for cold plates, flow validation prototypes.
Related Liquid Cooling Engineering Guides
- battery liquid cooling plate design
- CNC machined cold plates for power modules
- liquid cooling manifold block machining
- coolant connector and fitting design
Request a Quote for Custom Liquid Cooling Components
Send your drawings, CAD files, material requirements, quantity, surface finish and testing needs through Debaolong's contact page. Debaolong can support prototype and production-ready manufacturing for liquid cooling and thermal management components.
Related Engineering Resources