Custom liquid cooling components are precision manufactured parts that move heat from batteries, AI processors, power modules or industrial electronics into a controlled coolant loop. They are not only "metal plates with water inside." A reliable project usually includes CNC machined cold plates, coolant manifold blocks, connectors, brackets, leak trays, sheet metal structures, molded clips and prototype fixtures. For engineers and buyers, the key decision is whether the component design can be manufactured with stable channels, clean sealing surfaces, compatible materials, controlled flatness, defined leak or pressure testing and realistic cost. Debaolong can support this type of part as a manufacturing partner for CNC machining, sheet metal fabrication, 3D printing, injection molding and custom hardware, while the system-level thermal design remains the responsibility of the customer's engineering team.
For broader project context, Debaolong supports liquid cooling and thermal management components within application-based manufacturing solutions. Engineers can also use the manufacturing engineering knowledge center to compare materials, tolerances, DFM risks and manufacturing routes.
What Custom Liquid Cooling Components Are
Custom liquid cooling components are manufactured parts used inside thermal management assemblies where air cooling is not enough, package space is limited, or heat must be transferred from a high-power device to a coolant loop. A complete liquid cooling system may include pumps, hoses, sensors, a coolant distribution unit, heat exchangers and control logic. Debaolong's practical manufacturing role is narrower and more useful to define: making the precision parts that must fit, seal, route coolant, mount hardware and survive assembly.
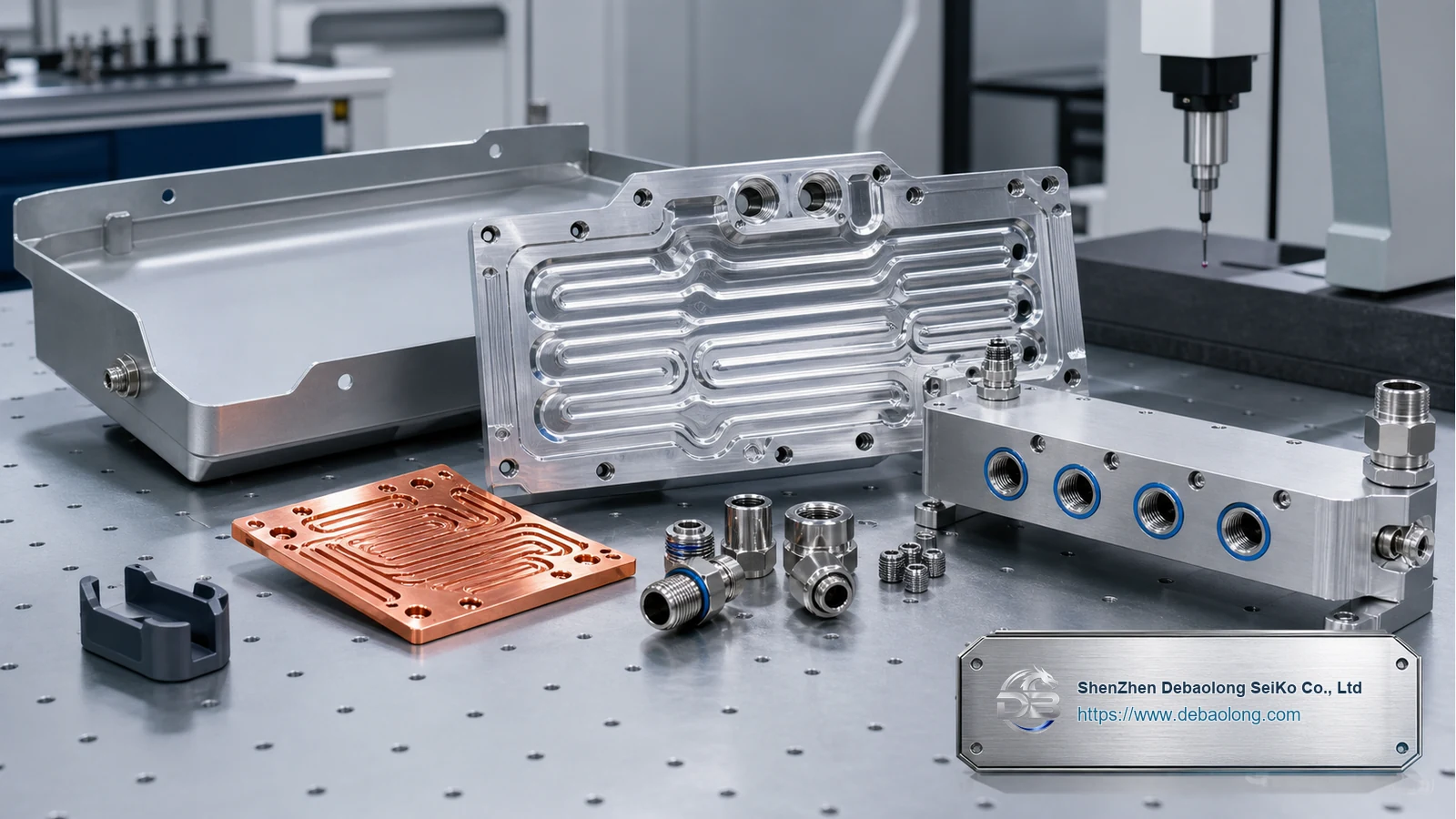
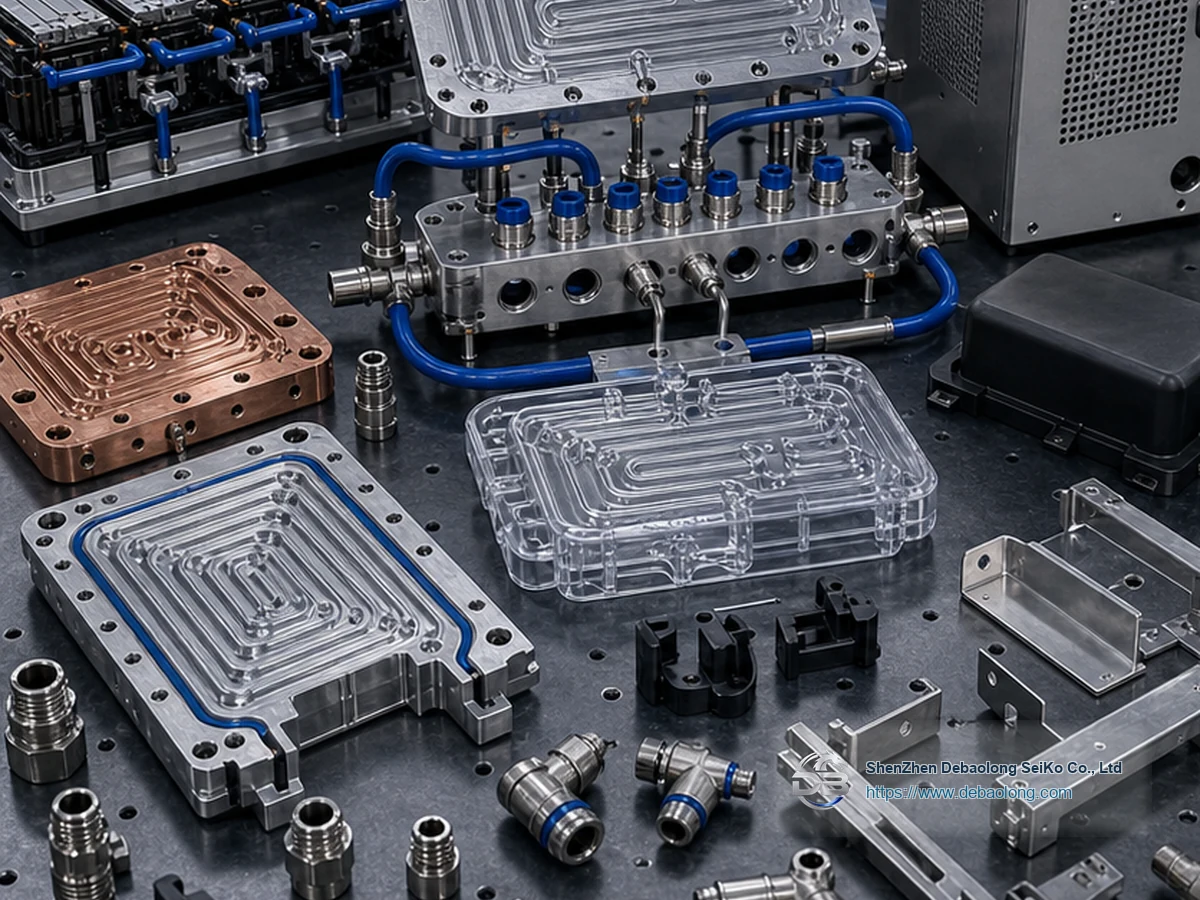
Typical parts include cold plates for batteries, AI server processors, PCS cabinets, inverters, IGBT or SiC power modules; coolant manifolds that distribute flow; machined fittings and threaded adapters; sheet metal trays and brackets; 3D printed prototypes or test fixtures; and injection molded clips, covers or insulating holders.
For a buyer, the RFQ should not ask only for "a liquid cooling part." It should specify the component function, material, coolant contact surfaces, inlet and outlet geometry, sealing method, flatness requirement, pressure or leak test requirement, surface treatment, quantity, packaging cleanliness and the drawing revision used for quotation.
Why It Matters for Energy Storage, AI Servers and Power Electronics
Liquid cooling is becoming more common where power density, uptime and space efficiency matter. In AI servers, cold plates and manifolds help remove heat from high-power processors and associated electronics. In energy storage systems, battery cooling plates, PCS cold plates, leak trays and cabinet structures influence thermal stability, serviceability and packaging safety. In power electronics, cold plates must maintain contact with heat sources while resisting distortion, corrosion and leakage.
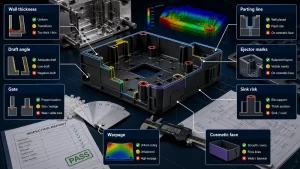
The manufacturing challenge is that a cooling component is both a mechanical part and a fluid-contact part. A normal bracket can tolerate a cosmetic burr; a coolant manifold cannot tolerate chips trapped at a cross-drilled intersection. A normal machined plate may only need hole position and surface finish; a cold plate may also need flatness over a thermal interface area, consistent channel geometry, controlled O-ring groove dimensions and documented leak test conditions.
This is why liquid cooling components should be reviewed early for DFM. A design that looks acceptable in CAD may become expensive if it requires deep narrow channels, sharp internal corners, difficult port intersections, thin walls near threaded holes, or a surface treatment that changes critical sealing dimensions.
Main Component Families and Manufacturing Routes
| Component family | Typical function | Common manufacturing route | Key engineering concerns |
|---|---|---|---|
| Cold plates | Transfer heat from a device into coolant | CNC machining, brazing or bonded assembly depending on design | Flatness, channel geometry, sealing, thermal interface area, corrosion control |
| Coolant manifolds | Distribute flow to several branches | CNC milling, drilling, tapping, plugging and inspection | Port alignment, cross-hole burrs, pressure drop, thread quality, leak testing |
| Connectors and fittings | Interface hoses, tubes, plates and manifolds | CNC turning, milling, thread machining and plating | Thread standard, sealing face, O-ring gland, wrench clearance, material compatibility |
| Sheet metal structures | Hold, protect or collect liquid around assemblies | Laser cutting, bending, welding, riveting, hardware insertion | Bend allowance, stiffness, leak tray geometry, coating, assembly access |
| Prototype fixtures | Validate fit, flow path, mounting or service access | 3D printing, CNC soft tooling or hybrid fabrication | Prototype purpose, material limits, transparency, dimensional accuracy |
| Molded support parts | Clips, covers, holders, insulators and routing guides | Injection molding for production, 3D printing for early validation | Draft angle, snap fit, wall thickness, heat exposure, assembly tolerance |
For CNC-intensive parts, Debaolong's CNC machining service is the natural manufacturing route for cold plates, manifolds, fittings and heat sinks. For cabinet structures, leak protection trays and mounting panels, sheet metal fabrication is often the correct process. Early validation parts can use 3D printing when the goal is fit, assembly, routing or flow visualization rather than final thermal performance. Plastic clips, covers and holders may later move to injection molding when production volume and design maturity justify tooling.
Material Selection: Aluminum, Copper, Stainless Steel and Plastics
Material choice should start with the part's function, not with a generic preference for thermal conductivity. Aluminum is widely used for cold plates, manifolds and structures because it balances machinability, weight, thermal performance and cost. Copper provides higher thermal conductivity, but it is heavier, more expensive, slower to machine and often requires closer attention to plating or corrosion control. Stainless steel is useful for connectors, fittings or manifolds where corrosion resistance and mechanical robustness matter more than heat transfer. Plastics are usually not the main heat-transfer path, but they are important for clips, covers, insulators, guards and cable or hose management parts.
The coolant also matters. Water-glycol mixtures, deionized water, dielectric fluids and specialty coolants can create different risks for corrosion, galvanic compatibility, swelling of seals, deposits, cleaning and long-term maintenance. A manufacturer should not guess this requirement. The drawing or RFQ should state the wetted material requirement, coolant family if known, surface treatment expectation and any restricted materials.
Use Debaolong's materials information as a starting point for manufacturable material discussions, then define the project-specific requirement in the drawing package.
Manufacturing Logic Behind Cost and Lead Time
The cost of custom liquid cooling components is driven less by the word "liquid cooling" and more by features that change machining time, inspection time, sealing risk and rework risk. Deep channels need longer tool reach and slower cutting. Small corner radii may require smaller cutters and more passes. O-ring grooves require width, depth and surface control. Cross-drilled manifolds require deburring at internal intersections. Threaded ports require thread gauges, clean starts and enough wall thickness. Flat thermal contact areas may require controlled fixturing and finishing.
Surface treatment can also affect cost and lead time. Anodizing, nickel plating, passivation, chemical conversion coating, masking and sealing-surface protection all need to be planned before production. If a drawing defines a tight groove dimension but does not state whether the dimension is before or after coating, the supplier may quote with assumptions that later become expensive to correct.
Lead time also depends on test planning. A one-piece bracket can be released after dimensional inspection. A cold plate or manifold may require cleaning, drying, pressure hold, leak observation, port capping and clean packaging. If testing is required, the RFQ should state pressure level, medium, duration, acceptance criterion and whether the customer expects a report.
DFM Decision Table for Custom Liquid Cooling Parts
| Design decision | Better early choice | Risk if ignored | Manufacturing note |
|---|---|---|---|
| Channel geometry | Use manufacturable width, depth and tool radius | Slow machining, tool deflection, trapped burrs | Avoid sharp internal corners unless the process supports them |
| Sealing method | Define O-ring, gasket, weld, brazing or bonded joint | Leakage, unclear inspection, late redesign | Put groove dimensions and sealing surface finish on the drawing |
| Port layout | Leave tool, wrench and inspection access | Cross-hole burrs, weak walls, assembly interference | Check wall thickness around threads and plugs |
| Material pair | Confirm coolant and galvanic compatibility | Corrosion, deposits, unexpected maintenance | Separate thermal conductivity from corrosion requirements |
| Surface treatment | Define masked surfaces and post-finish dimensions | Coating buildup in grooves or threads | State whether dimensions apply before or after coating |
| Testing | Specify pressure, medium, duration and acceptance | Supplier assumptions, inconsistent release | Use project-specific test criteria rather than vague "leak proof" wording |
| Cleanliness | Define chip, particle and packaging expectations | Blocked channels or damaged connected equipment | Require cleaning and port protection for wetted passages |
Design Checklist Before Sending an RFQ
- Confirm whether the part is a cold plate, manifold, fitting, bracket, tray, prototype or molded support component.
- Identify all wetted surfaces and materials.
- State the coolant family if known.
- Define thermal interface areas and flatness requirements.
- Add O-ring groove, gasket land, port thread and sealing surface details.
- Provide inlet/outlet direction, port standard and connector orientation.
- Check minimum wall thickness around channels, ports and threaded holes.
- Mark cosmetic surfaces separately from functional sealing or thermal surfaces.
- Define surface treatment, masking and post-finish dimensional requirements.
- Specify leak testing, pressure testing, cleanliness and packaging requirements.
- Include CAD files, STEP files, 2D drawings, quantity, target lead time and revision number.
Common Mistakes That Increase Risk
The most common mistake is treating a cold plate as a simple milled part. Cold plates need thermal contact planning, channel planning, sealing planning and inspection planning at the same time. Another common mistake is putting ports too close to walls, bends, fasteners or each other. This may look compact in CAD but create weak threads, difficult deburring or tool access problems.
Buyers also sometimes specify "aluminum" without grade, finish or coolant context. That makes corrosion and surface treatment decisions unclear. Drawings may say "leak test required" without pressure, medium, time or acceptance criteria. This is not a test specification; it is a problem waiting for interpretation.
For mixed-process assemblies, another risk is ignoring tolerance stack-up between machined parts, sheet metal brackets, molded clips and purchased connectors. If the cold plate is accurate but the bracket distorts during bending or welding, the final assembly may still fail to align.
Quality Control and Testing Requirements
Liquid cooling components should be inspected according to function. Dimensional inspection may include channel depth, port position, thread quality, O-ring groove width and depth, thermal interface flatness, sealing surface finish, bracket hole location and assembly clearance. Visual inspection should include burrs, scratches on sealing lands, blocked passages, damaged threads and coating defects.
Leak or pressure testing should be defined by the customer's system requirements. A prototype part may need a development test; a production part may need a documented release test. The important point is to avoid vague language. A drawing should state whether the test is pneumatic or liquid, the pressure, hold time, allowable pressure drop or leakage condition, port configuration and whether the part must be dry and capped after testing.
Cleanliness is especially important for manifolds, micro-channel cold plates and connectors. Chips, abrasive residue, plating residue or loose particles can affect flow, damage seals or contaminate downstream components. Cleaning and packaging should be treated as part of the manufacturing plan, not as an afterthought.

When to Use Liquid Cooling Components and When Not To
Use custom liquid cooling components when heat density, package size, noise, airflow limits or reliability requirements make air cooling insufficient. They are commonly considered for AI servers, energy storage systems, EV charging hardware, robotics, automation equipment, laser systems, inverters, PCS cabinets and other power electronics.
Do not use liquid cooling just because it sounds advanced. If the heat load is modest, space is available and maintenance simplicity matters more than thermal density, an air-cooled heat sink may be more economical. Liquid cooling adds sealing surfaces, coolant compatibility requirements, leak risk, cleaning requirements, assembly discipline and test planning. The best design is the one that meets thermal, mechanical, cost and service requirements with the least unnecessary complexity.
For process selection, compare liquid cooling hardware with Debaolong's guide to CNC machining vs sheet metal fabrication vs 3D printing. For tolerance planning around sealing faces, threads and thermal contact areas, review CNC machining tolerances. For early design release, the article on how DFM reduces prototype risk helps connect design review with production readiness.
How Debaolong Can Support This Type of Part
Debaolong can support custom liquid cooling component manufacturing where the customer provides the design intent, drawings or CAD data and the part falls within precision manufacturing capability. Support may include CNC machining of aluminum or copper cold plates, manifold blocks, threaded fittings and heat sinks; sheet metal fabrication for enclosures, leak trays, brackets and mounting structures; 3D printed prototypes for fit checks, fixtures or early flow-path visualization; and injection molded parts for clips, holders, covers and protective components.
The best workflow is practical and evidence-based. Send the STEP file, PDF drawing, material, quantity, surface treatment, tolerance requirements and test requirements. Debaolong can review manufacturability issues such as tool access, channel geometry, port layout, thread depth, O-ring groove dimensions, coating risk and assembly tolerance stack-up. For broader process education and related manufacturing decisions, the Manufacturing Engineering Knowledge Center provides additional resources.
FAQ
What is a custom liquid cooling component?
A custom liquid cooling component is a manufactured part that transfers, routes, seals, supports or protects coolant flow in a thermal management assembly. Examples include cold plates, manifold blocks, connectors, leak trays, brackets, heat sinks, prototype fixtures and molded support parts.
Is Debaolong a complete liquid cooling system supplier?
Debaolong should be considered a precision manufacturing partner for liquid cooling and thermal management components. System-level thermal design, pump selection, coolant chemistry and full validation requirements should be defined by the customer or the customer's thermal engineering team.
Which materials are commonly used for liquid cooling components?
Aluminum is common for cold plates and lightweight structures, copper is used when high thermal conductivity is needed, stainless steel is useful for corrosion-resistant fittings or manifolds, and engineering plastics are used for clips, covers, holders and insulating support parts.
What should be included in a liquid cooling component RFQ?
Include 3D CAD files, 2D drawings, material, quantity, critical tolerances, coolant type if known, surface finish, surface treatment, sealing method, pressure or leak test requirement, cleanliness requirement and expected application.
Why are O-ring grooves and sealing surfaces important?
O-ring grooves and sealing surfaces control whether the part can hold pressure without leakage. Groove width, depth, surface finish, coating thickness and flatness must be manufacturable and inspectable.
Can 3D printing be used for liquid cooling parts?
3D printing is useful for prototypes, fit checks, flow-path visualization and test fixtures. It is not automatically suitable for final pressure-bearing coolant components unless the material, process, sealing method and validation plan support that use.
What makes liquid cooling parts more expensive than ordinary machined parts?
Cost increases when parts require deep channels, tight flatness, O-ring grooves, cross-drilled passages, deburring inside hidden intersections, surface treatment masking, leak testing, cleaning and clean packaging.
RFQ Closing Notes
If you are preparing a custom liquid cooling component project, send Debaolong the CAD files, STEP model, 2D drawings, material requirements, quantity, surface finish, surface treatment, coolant-contact notes and leak or pressure testing requirements. Clear inputs help the manufacturing review focus on the real risks: channel geometry, sealing, flatness, port layout, corrosion, inspection and delivery planning.
Manufacturing Route Links
Relevant manufacturing routes include precision CNC machining, flow validation prototypes.
Related Liquid Cooling Engineering Guides
- battery liquid cooling plate design
- CNC machined cold plates for power modules
- liquid cooling manifold block machining
- coolant connector and fitting design
Request a Quote for Custom Liquid Cooling Components
Send your drawings, CAD files, material requirements, quantity, surface finish and testing needs through Debaolong's contact page. Debaolong can support prototype and production-ready manufacturing for liquid cooling and thermal management components.
Related Engineering Resources