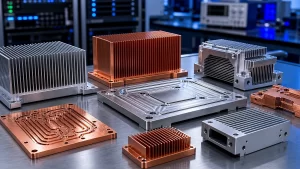
AI computing hardware produces high heat density, so thermal hardware must be designed and manufactured carefully. Heat sinks, heat spreaders, thermal plates and machined blocks help transfer heat from processors, accelerator modules, power components and dense electronic assemblies. The part must combine thermal function with mechanical fit, fastener access and repeatable manufacturing.
Thermal Challenges in AI Hardware
AI server assemblies often have limited space, high power density and strict contact requirements. Thermal parts may need flat contact faces, accurate hole positions, controlled surface finish and enough stiffness to maintain contact pressure. When liquid cooling is required, related component manufacturing can connect to the Liquid Cooling & Thermal Management solution, but many AI systems still use heat sinks and thermal plates.
Heat Sinks, Thermal Plates and Machined Blocks
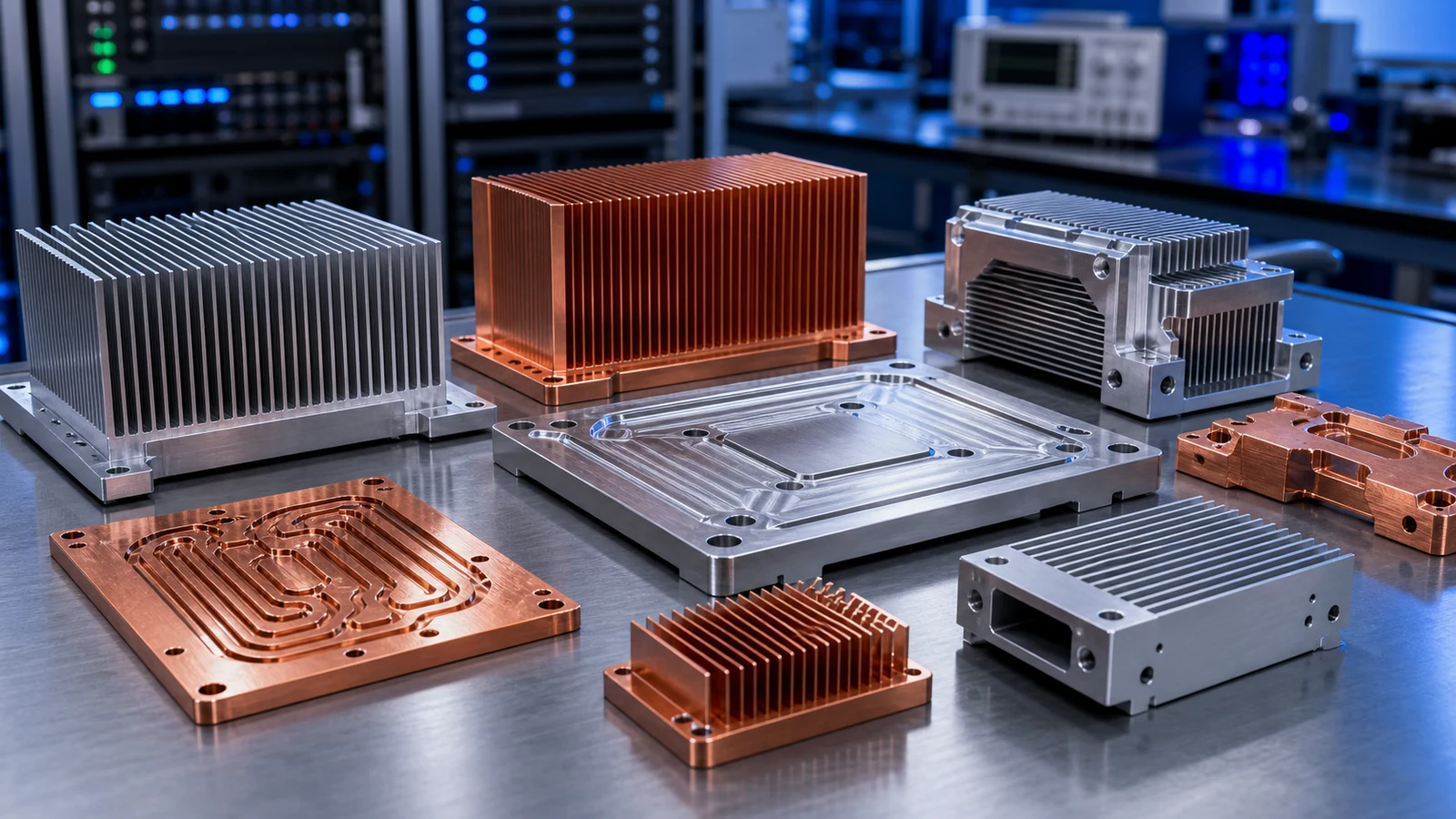
Parts may include finned heat sinks, copper heat spreaders, aluminum thermal plates, mounting frames, cold-side interface blocks and power module heat spreaders. Debaolong supports custom thermal hardware through CNC machining, finishing and inspection.
Aluminum vs Copper
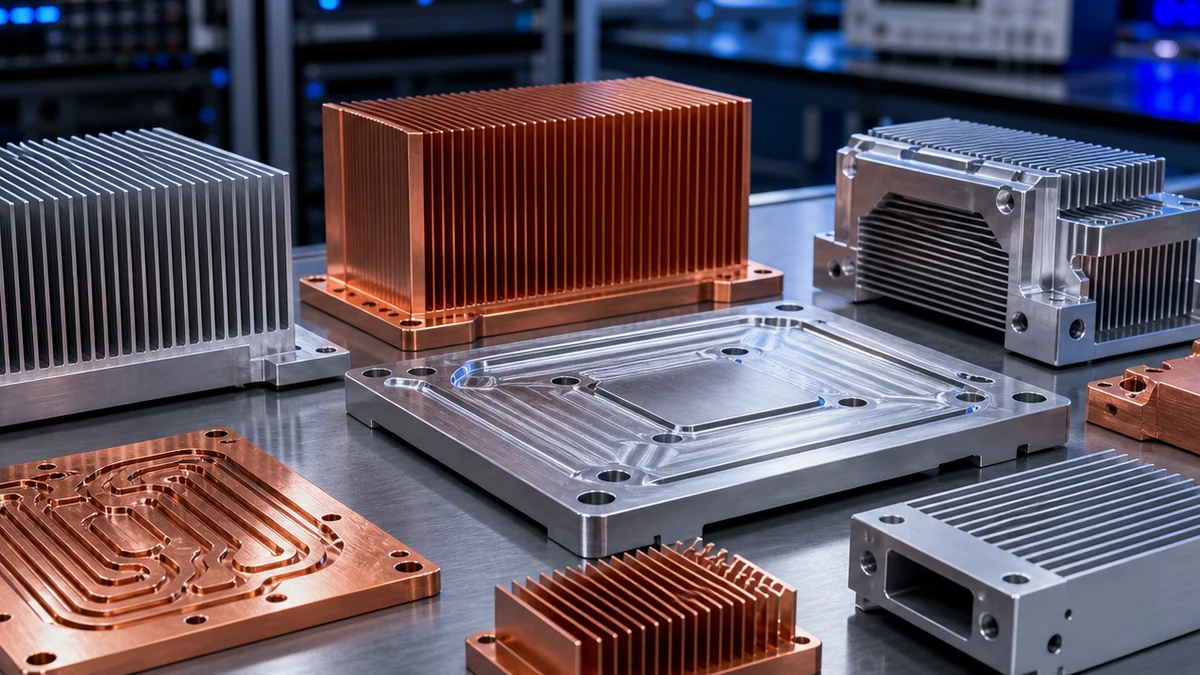
Aluminum is lightweight, machinable and common for heat sinks. Copper offers higher thermal conductivity, but it is heavier and may require more careful machining. Some designs use copper near the heat source and aluminum for larger structures. Material choice should match thermal requirements, weight, cost and production volume.
Fin Geometry and Contact Surfaces
Fin thickness, spacing and height should be manufacturable and suitable for airflow. Very thin or deep fins may raise machining cost. Thermal contact surfaces should specify flatness, surface roughness and coating restrictions. Mounting pressure and screw locations should be reviewed with the full assembly.
Surface Finishing and Inspection
Anodizing, nickel plating, polishing or other finishes may be selected depending on material and thermal needs. Inspection can include flatness, hole position, thread quality, fin dimensions and surface finish review. Functional contact surfaces should be clearly marked on drawings.
Production Planning
For prototypes, CNC machining can quickly validate geometry and contact surfaces. For higher volume, extrusion, die casting or a hybrid process may be reviewed if the geometry and quantity support tooling. Early manufacturing review helps avoid thermal features that are expensive without improving performance.
DFM Review Before Manufacturing
Before releasing drawings for quotation, the engineering team should review tool access, bend direction, hole locations, wall thickness, fastener clearance, cable access and surface finishing needs. AI server and data center hardware often has dense assemblies, so a small change in one bracket, tray or thermal part can affect nearby cables, boards, cooling hardware or service panels. A practical DFM review separates functional dimensions from general dimensions and helps avoid unnecessary cost.
For machined parts, internal corner radius, pocket depth, thread depth and clamping access should be checked. For sheet metal parts, bend radius, flange length, cutout stiffness and hardware insertion should be reviewed. For plastic or printed support parts, temperature exposure, assembly force and long-term wear should be considered before production.
Prototype, Validation and Production Transition
Many AI hardware projects move through prototype, validation and production stages. Prototype parts may prioritize speed and design learning, while production parts need stable materials, repeatable inspection and packaging protection. When a prototype is approved, the drawing should be cleaned up before production. Temporary holes, trial features and unclear notes should be removed so the final part is easier to manufacture and inspect.
Validation builds should record assembly feedback, cable routing problems, airflow restrictions, fastener access, thermal contact issues and any dimensions that were more difficult than expected. This feedback helps define which tolerances are truly critical and which can follow normal manufacturing standards.
Inspection and Documentation Notes
Inspection planning should focus on the features that affect function: mounting hole location, flatness, thermal contact surfaces, bend angle, thread quality, alignment faces and assembly fit. Inspection reports can be prepared according to customer requirements where applicable. If the part will be repeated across future builds, revision control and clear part naming help avoid confusion.
Packaging should also be considered. Finished surfaces, thermal contact faces, coated panels and threaded holes may need protection during export shipment. Clear labeling and separation between different revisions can reduce receiving and assembly mistakes.
RFQ Checklist
- 2D drawings and 3D CAD files
- Material and quantity requirements
- Critical tolerance and assembly notes
- Surface finish or coating requirements
- Prototype or production quantity
- Inspection report requirements where applicable
How Debaolong Supports This Type of Hardware
Debaolong supports overseas engineering and purchasing teams with CNC machining, sheet metal fabrication, 3D printing, injection molding support where relevant, surface finishing and inspection. For related application capability, visit the AI Server & Data Center Hardware solution page or the Manufacturing Engineering Knowledge Center.
Need custom AI server or data center hardware? Send drawings, STEP files, material requirements, quantity, surface finish needs and inspection notes through the AI Server & Data Center Hardware solution page.
FAQ
Can Debaolong support prototype and production batches?
Yes. Debaolong can support prototypes, small batches and production-ready parts according to customer drawings and project requirements.
Should every dimension use tight tolerance?
No. Tight tolerances should be reserved for functional interfaces, mounting datums, thermal contact faces or alignment-critical features.
Can surface finishing be included?
Yes. Finishing such as anodizing, passivation, plating, polishing or powder coating can be reviewed based on material and application.
What information helps quotation?
Drawings, STEP files, material, finish, quantity, critical surfaces and inspection needs help prepare a faster and more accurate quotation.
Related Engineering Resources